PFA射出成形プロセスは、PFA材料を製造するための重要なプロセスです。フッ素ポリマーの場合 射出成形メーカー あるいは、PFA部品を射出成形する方法を知りたい場合、この記事では注意すべき点について説明します。.



PFA射出成形プロセスは7つのステップから構成されます。.
- 原料であるPFA樹脂を押出機に供給する。.
- 溶融するまで加熱する。.
- スクリュー押出成形材料。.
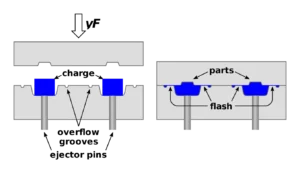
- 型を通して成形する。.
- 冷却と成形。.
- 配管継手を切断する。.
- パッキング。.
製品の品質を確保するためには、全工程においてあらゆる段階を厳密に管理する必要がある。.
PFA射出成形に適した材料の選択
低MFR PFA材料は密度が高く、加工時に流動しにくい。一方、高MFR PFA材料は流動性が高く、成形や加工が容易である。.
だから私たちはいつも PFA材料 MFRは16~30g/10分です。.
適切な射出成形機と金型の選択
射出成形機の選択を誤ると、次のような問題が発生する可能性があります。
- PFA部品に黒い斑点または黒色の変色が見られる。.
- 射出成形機の損傷。.
- 健康問題を引き起こす。.
したがって、適切な射出成形機を選定する必要がある。.
PFA射出成形には、大型で強力なスクリュー成形機を選ぶ必要があります。PFAを加熱するとフッ化水素酸が発生し、これは吸入すると危険であり、機械を損傷する恐れがあります。そのため、機械にはより強力な安全対策が必要です。排気システムと、ニッケル基合金または2316クロム窒化物メッキのスクリューが求められます。.
金型はネジと同じ材質であるべきです。.
PFA射出成形プロセスを制御するにはどうすればよいでしょうか?
- 乾燥材料PFA樹脂は100~200度で2時間乾燥させる必要があります。.
- 型を予熱する射出成形前に、射出温度と一致するように金型を150~220度に予熱する必要があります。.
- 射出成形温度PFAの融点は305℃以上です。加熱温度は260℃~330℃の範囲にする必要があります。加熱温度が高すぎたり低すぎたりすると、PFAの成分に影響が出ます。.
- 射出圧力: 材料が空洞を満たし、空気を除去できるようにするために、, 射出成形 PFAは高圧を必要とします。射出圧力は、PFA材料の流動性、製品のサイズ、形状に応じて調整する必要があります。一般的には、800~1200バールが適切です。.
- 噴射速度: 射出速度は一般的に50~100mm/秒の範囲であるべきです。.
- 保持時間と圧力保持時間は通常20秒から60秒です。圧力は通常80バールから120バールです。. 注:長時間の保持や高圧は、変形やひび割れの原因となる場合があります。.
- 冷却時間冷却時間は20~40秒です。PFA成分の劣化を防ぐため、温度はゆっくりと冷却する必要があります。
注射の利点と応用
射出成形PFAは、半導体、化学、ヘルスケア産業において幅広く使用されています。.
PFAは新たな産業分野でますます広く利用されるようになるため、PFA射出成形技術を早急に向上させる必要がある。.
PFA注入やPFA材料についてさらに詳しく知りたい場合は、お気軽にお問い合わせください。.
よくある質問
- 私のPFAコンポーネントが変形したのはなぜですか?
- 高い射出成形プロセス 温度.
- 私のPFA部品が黄色いのはなぜですか?
- 暖房の温度を下げる必要があります。.
- PFA部品に黒い斑点があるのはなぜですか?
- 作業場が清潔ではないので、清潔な部屋が必要です。.
- この機械はPFA専用です。他の材料を注入しないでください。.
- 射出成形機のスクリューは清掃する必要があります。
- 良いものを選びましょう PFA素材.