メタ・タイトル テフロンと金属(PTFE)の接着方法:方法、失敗例、材料の選択
メタディスクリプション テフロン(PTFE)を金属に接着する方法、実際の使用でしばしば失敗する理由、FEP、PFA、PCTFEなどの代替フッ素樹脂がより信頼性の高い結果をもたらす場合について説明します。.
テフロン(ポリテトラフルオロエチレン、PTFE)を金属に接着することは、技術的に頻繁に要求されることであり、長期的な故障の原因でもあります。PTFEはくっつきにくいように設計されているため、接着を成功させるには強力な接着剤を選ぶだけでは不十分です。限界、故障メカニズム、代替材料を理解することで、生産とサービスにおけるリスクを大幅に軽減することができます。.
テフロン(PTFE)が金属に接着しにくい理由
PTFEは、耐薬品性と付着しにくい表面化学的性質を兼ね備えている。.
- 極めて低い表面エネルギー(~18 mN/m) ほとんどの接着剤が適切に濡れない
- 化学的に不活性なC-F結合 界面での化学的相互作用を制限する
- 滑らかな無孔質表面 凝集破壊よりも界面破壊を促進
ほとんどの失敗したアセンブリーでは、接着剤はそのままで、PTFE界面できれいに分離が起こっている。.
重要なポイントだ: PTFEが簡単に接着する場合、その定義特性はすでに損なわれている。.
テフロンを金属に接着する意味があるとき、ないとき
PTFEの接着は、限られた管理されたシナリオでは可能である。.
ボンディングが機能するのは次のような場合だ:
- PTFEは 薄いライナーまたはフェーシング
- 荷重は ほとんど静的
- 温度暴露は安定しており、適度である。
- 接着とは ポジション, 構造的なものではない
ボンディングがハイリスクなのは、次のような場合だ:
- システムが経験すること 熱サイクル
- 化学物質への暴露が継続的または攻撃的である
- 剥離荷重またはせん断荷重がある
- 長い耐用年数とバッチ一貫性が要求される
多くの工業用設計では、エンジニアは接着を完全に 避け、機械的保持、ライニングシステム、または代 替フッ素樹脂を採用しています。.
PTFEを金属に接着するための表面処理方法
表面改質は不可欠である。これがなければ、信頼性の高い接合は起こらない。.
化学エッチング(ナトリウム系エッチング)
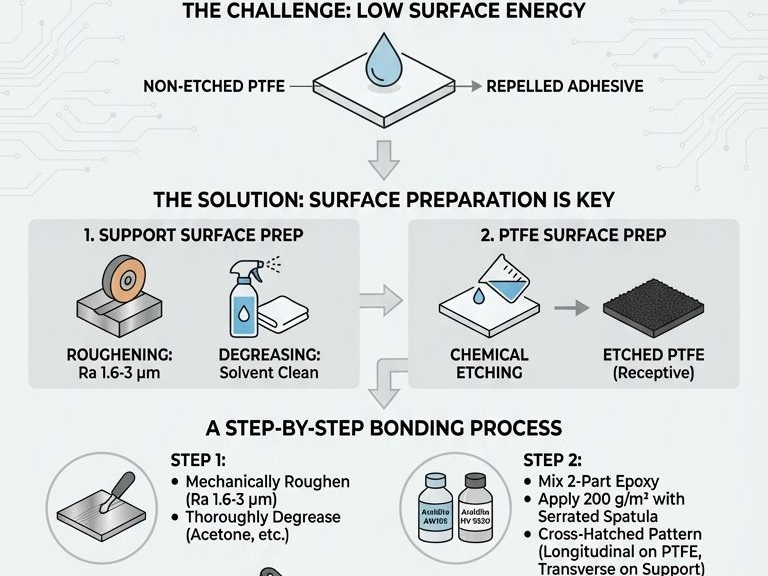
化学エッチングが最も効果的な方法であることに変わりはない。.
- C-F結合を切断し、反応性の表面を作る
- 最高の接着強度を実現
- 航空宇宙および工業用ライニング用途に使用
制限:
- 危険な化学物質を含む
- 厳格な工程管理が必要
- 表面活性は処理後時間とともに低下する
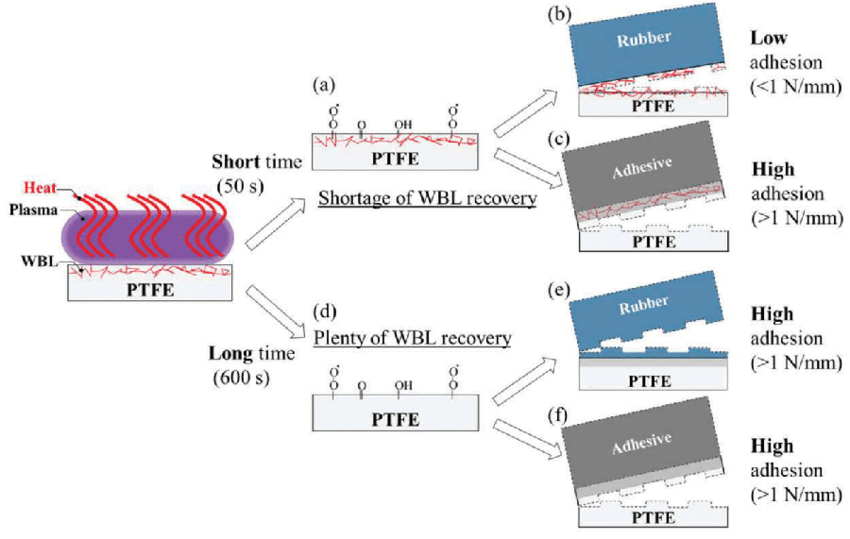
プラズマまたはコロナ処理
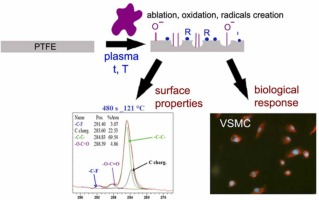
プラズマ処理は、化学浴を使わずに表面エネルギーを高める。.
- 化学エッチングよりクリーンで安全
- 薄膜や管理された環境に適している
- FEPやPFAフィルムによく適用される
制限:
- 化学エッチングより接着強度が低い
- 一時的な表面活性化
- 厚いPTFE部品への効果は限定的
機械的粗面化(限定的効果)
- 表面積は増加するが、表面の化学的性質は増加しない
- 単独の方法として十分であることは稀である。
- 化学処理またはプラズマ処理との併用が最適
テフロン(PTFE)と金属の接着に使用される接着剤
未処理のPTFEに確実に接着する接着剤はない。表面処理後、ある種のシステムは許容範囲内の性能を発揮することができる。.
一般的な産業用オプション:
- 変性エポキシシステム エッチングされたPTFEとペア
- アクリル系接着剤 適度な強度と扱いやすさを実現
- プライマーアシストシステム フッ素樹脂用
よくある失敗:
- シアノアクリレートおよび汎用エポキシ樹脂
- 表面処理なしで「PTFE適合」として販売されている接着剤
経験則だ: 接着剤が表面処理なしでPTFEを接着すると主張する場合、耐用年数の低下を予期してください。.
エンジニアがよく遭遇する失敗例
この匿名化された例は、複数の産業プロジェクトで観察されたパターンを反映している。.
PTFEシートは、ナトリウムエッチングと変性エポキシ接着剤を用いてステンレス鋼ハウジングに接着された。初期の剥離試験は実験室の目標値を達成した。.
6ヵ月後に問題が浮上した。.
- 動作範囲: 40 °C ~ 160 °C, 週1回の熱サイクル
- プロセス・メディアを含む アルカリ性洗浄液
- 故障発生 PTFEと接着剤の界面で, 接着剤内ではない
根本的な原因は、熱膨張の差によって引き起こされる界面疲労と、表面の活性が徐々に失われていくことだった。.
何が結果を変えたのか:
を使用するようにデザインを変更した。 機械的にロックされたフッ素樹脂ライニング, 化学結合への依存を排除。インターフェイスの故障がなく、耐用年数が2年を超えました。.
重要な教訓だ: 初期の接着強度は、長期的な信頼性を予測するものではない。.
PTFE接着において接着剤よりも材料選択が重要な理由
多くのプロジェクトでは、接着剤を変えても問題は解決しない。素材を変えることで解決することが多い。.
材料選択ガイド:金属接合用PTFE vs FEP vs PFA vs PCTFE
フッ素樹脂を金属に接合する場合、材料の選択は信頼性、歩留まり、プロセスの再現性に直接影響します。.
クイック比較表
| 素材 | 金属との接着が難しい | 代表的な表面処理 | 熱安定性 | 寸法安定性 | エンジニアが通常選択する場合 |
|---|---|---|---|---|---|
| PTFE | 非常に高い | ナトリウムエッチング(化学) | 素晴らしい | 中程度 | 接着が二次的である場合の極めて高い耐薬品性 |
| フェップ | ミディアム | プラズマ/コロナ処理 | 非常に良い | 中程度 | フィルム接着とフレキシブルライニング |
| 外務省 | 中低 | プラズマまたはプライマーベースのシステム | 素晴らしい | グッド | より清浄な接着を必要とするチューブとライナー |
| 欧州委員会 | 低い | 機械的+接着剤による接着 | 良好(最高温度が低い) | 素晴らしい | 精密シールと低透過性部品 |
実用工学ノート
PTFEは接着性ではなく耐薬品性を提供する。.
フッ素樹脂の中で最も接着が難しく、安定した生産が可能である。.FEPとPFAは接合リスクを低減する。.
その溶融加工可能な性質は、より優れた表面相互作用をサポートする。.PCTFEは安定性のために温度範囲を取引する。.
予測可能な接着と厳密な寸法管理が可能です。.
選択のヒント 接着が重要な場合は、接着剤を最適化する 前に、別のフッ素樹脂を使用することでリスクを 低減できるかどうかを確認してください。.
テフロン(PTFE)は金属に接着できますか - FAQ
表面処理なしでテフロンを金属に接着できますか?
実際には、そうではありません。未処理のPTFEは表面エネルギーが極めて低いため、ほとんどの接着剤は初期接着力が許容範囲内であるにもかかわらず、早期に故障してしまいます。.
PTFEを金属に接着する最も強力な方法は?
ナトリウムベースの化学エッチングの後、適合するエポキシ系を使用することで、安全性と一貫性を考慮した上で、最高の接着強度が得られます。.
研究室ではボンディングが機能するのに、なぜ本番では失敗するのか?
実験室でのテストでは、実際の使用で見られる熱サイクル、化学薬品への暴露、長期の界面疲労を再現できることはほとんどありません。.
工業用接着はプラズマ処理で十分か?
プラズマ処理は、薄膜や制御された環境では有効だが、一般的に厚いPTFE部品では化学エッチングよりも耐久性が劣る。.
PTFEではなく、別の素材を検討すべきでしょうか?
多くの場合、そうです。FEP、PFA、またはPCTFEは、より簡単な接着とより長い耐用年数で、同様の耐薬品性を提供するかもしれません。.
エンジニアとバイヤーにとって重要なこと
PTFEを金属に接着することは可能ですが、最も堅牢なソリューションであることは稀です。接着剤のブランドよりも、表面処理、使用条件、材料の選択の方が重要です。多くの場合、材料やシステム設計を見直すことで、無理にPTFEを接着するよりも高い歩留まりと長い耐用年数が得られます。.
内部リンク
- PTFE材料の特性と限界
- PFA対FEP対PTFE材料の比較
- 金属基材用フッ素樹脂コーティング
外部参照
CTA - 生産前にボンディングリスクを低減
PTFEを金属に接着する設計の場合、早期に材料を決定することで、コストのかかる再加工や現場での不具合を防ぐことができます。.
私たちは、エンジニアやバイヤーがボンディングが実行可能かどうか、あるいは別のふっ素樹脂やシステム設計がより安全な道筋を示すかどうかを評価するお手伝いをします。.
素材の選択が固定される前にご相談ください。.