ポリエーテルエーテルケトン(PEEK)は、耐熱性、耐薬品性、耐摩耗性、寸法精度などの要件を標準的なプラスチックでは満たせない場合に使用される高温エンジニアリングポリマーです。しかし、PEEK部品の最終的な品質は、材料グレードだけでなく、他の要素にも左右されます。.
処理は重要です。.
このガイドでは、押出成形、射出成形、圧縮成形、FDM 3Dプリンティング、CNC加工におけるPEEKの一般的な欠陥について解説します。対象読者は、安定した生産、不良品の削減、そしてより明確な材料選定を必要とする購買担当者、研究開発チーム、サプライチェーンマネージャー、製品マネージャー、販売代理店、および下流の製造業者です。.
PEEKの融点は約 343℃, 、 によると ポリエーテルエーテルケトンに関するウィキペディアの概要. その高い融点は、要求の厳しい用途には役立つが、同時に、多くの標準的なエンジニアリングプラスチックよりも加工範囲が狭くなるという欠点もある。.
Peflonでは、 PEEK素材 射出成形、押出成形、圧縮成形、混練、機械加工用途向け。また、関連する高性能ポリマーもサポートしています。 PTFEディスパージョン そして PFA材料.
PEEK加工に慎重な管理が必要な理由
PEEKは半結晶性の熱可塑性樹脂である。その結晶性、冷却速度、および熱履歴は、強度、収縮率、表面仕上げ、および寸法安定性に影響を与える可能性がある。.
購買チームにとって、これは不良品の発生コストが高いため重要です。研究開発チームにとっては、プロセスが変更された場合、1回の試作で得られた試験データが量産品と一致しない可能性があります。サプライチェーン管理者にとっては、安定した品質の製品が顧客の設備や生産サイクルに適合することも重要です。.
確認すべき主要な処理要因:
- 乾燥: 湿気は、気泡、空隙、表面の粗さ、不安定な流れを引き起こす可能性があります。.
- 温度調節: PEEKは高温を必要とするが、過度の温度や長時間の加熱は炭化を引き起こす可能性がある。.
- 圧力と梱包: 圧力が不足すると、へこみ、空隙、または充填不足が生じる可能性があります。.
- 冷却と焼きなまし: 急速冷却は内部応力と寸法変化を増加させる可能性がある。.
- 工具および治具: PEEKは金属よりも膨張率が高く、高い締め付け力の下で変形する可能性がある。.
重要なポイントだ: PEEKの加工は、材料と加工プロセスの最適な組み合わせが重要です。パラメータを1つ変更するだけで改善する場合もありますが、安定した生産を実現するには、通常、プロセス全体の見直しが必要です。.
1. PEEK押出成形における問題点とその解決策

PEEK押出成形は、棒状、板状、管状、形材、その他の半製品形状の製造によく用いられます。これらの部品は、後に機械加工によってシール、ブッシュ、ベアリング、ポンプ部品、精密部品などに加工されます。.
表面粗さまたは未溶解粒子
表面が粗く、白い粒子や未溶解の粒子が見られる場合は、溶融物が完全に可塑化されていないことを意味する。.
一般的な原因:
- バレルまたはダイの温度が低すぎます。.
- ダイの流路が大きすぎる。.
- 起動前にダイが十分に予熱されていませんでした。.
- 溶融流全体にわたって滞留時間は均一ではない。.
実践的な解決策:
- バレルとダイの温度を推奨範囲内で上昇させてください。.
- 可能な限り、過剰なダイチャネルの容積を削減してください。.
- 金型前の溶融混合を改善する。.
- 安定した生産を開始する前に、金型を完全に予熱してください。.
オレンジの皮の表面
オレンジの皮のような質感は、ムラがあり、つやがないように見えます。これは、溶融金属の流れが悪い、金型表面が粗い、または冷却が過剰であることを示しています。.
一般的な原因:
- 融点が低すぎます。.
- 表面が汚れていたり、摩耗していたり、磨かれていなかったりする。.
- 押出成形後の冷却速度が速すぎる。.
- 材料は不均一な温度帯にさらされる。.
実践的な解決策:
- 材料または金型の温度を適度に上げる。.
- 金型表面を洗浄し、研磨する。.
- 急激な冷却は避けてください。.
- 段階的な冷却を行うことで、体内のストレスを軽減できます。.
空隙または多孔性
プロファイル内部または表面付近に空隙が生じる場合があります。空隙は機械的強度、シール性能、および長期耐用年数を低下させる可能性があります。.
一般的な原因:
- PEEK樹脂の乾燥が不十分だった。.
- 溶融物内部に水分または揮発性物質が閉じ込められていた。.
- 成形圧力が低すぎた。.
- 外側の層が急速に冷えすぎて、内部のガスが閉じ込められてしまった。.
実践的な解決策:
- 押出成形前にPEEKを乾燥させる。一般的な開始点は 150℃で3~4時間, ただし、必ずサプライヤーのデータシートに従ってください。.
- 徐々に加熱することで、水分や閉じ込められたガスを放出します。.
- 成形圧力を上げて溶融物を圧縮する。.
- 樹脂は製造前に密封包装して保管してください。.
黒い斑点または黒い芯
黒い斑点、黒い線、または暗い中心部は、通常、炭化した物質の兆候です。.
一般的な原因:
- バレル、ネジ、アダプター、またはダイにデッドゾーンが存在する。.
- 処理温度が高すぎる。.
- 滞留時間が長い。.
- 高気圧が局地的な過熱を引き起こしている。.
- 繊維入りグレードは、高せん断条件下で余分な熱を発生する。.
実践的な解決策:
- 生産終了後は、バレル、ネジ、ダイを清掃してください。.
- 過度な温度設定は避けてください。.
- 起動時および停止時の滞留時間を短縮する。.
- ヘッド圧を制御する。.
- ガラス繊維強化または炭素繊維強化PEEKの場合、不要なせん断力を低減してください。.
棒状押出材の螺旋状の跡
PEEKロッド内部の螺旋状の痕跡は、ねじの方向に沿って現れることがあります。これらの痕跡は、内部の均一性や機械的特性に影響を与える可能性があります。.
一般的な原因:
- 溶融金属の流れは、スクリューから出た後も回転を続ける。.
- まっすぐ死ぬには土地が短すぎる。.
- ネジまたはバレル壁に異物が付着している。.
- 金型に入る前の溶融圧力は安定していない。.
実践的な解決策:
- ブレーカープレートを追加または改良する。.
- ダイの土地の長さを増やす。.
- ネジとバレルを丁寧に清掃してください。.
- 本格生産を開始する前に、溶融圧力を安定させてください。.
重要なポイントだ: PEEK押出成形においては、表面品質と内部構造の両方が重要です。クリーンな流路、安定した温度分布、そして制御された冷却計画が不可欠です。.
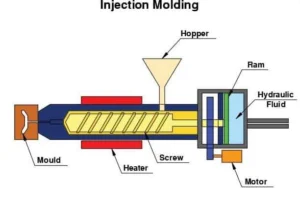
2. PEEK射出成形における問題点と解決策

射出成形は、複雑な形状、薄肉部、リブ、穴、および取り付け部を備えたPEEK部品の成形に適しています。.
黄ばみ、黒ずみ、または黒斑
色の変化や黒い粒子は、多くの場合、熱劣化または汚染を意味します。.
一般的な原因:
- バレルまたはランナーの温度が高すぎます。.
- 材料が樽の中に長く留まりすぎている。.
- ネジと銃身には炭化した残留物が付着している。.
- 樹脂は成形前に乾燥させていなかった。.
- 噴射速度が速すぎると、過剰なせん断熱が発生する。.
実践的な解決策:
- 劣化が疑われる場合は、バレルまたはランナーの温度を下げてください。.
- PEEKを塗布する前に、ネジとバレルを清掃してください。.
- 滞留時間を制御するために、ショットサイズを機械に合わせてください。.
- 成形前に樹脂を乾燥させてください。.
- 部品構造とゲート設計に基づいて射出速度を調整してください。.
ヒケと収縮
沈み込み痕は通常、肉厚な部分や肋骨の裏側に現れる。.
一般的な原因:
- 保持圧力が低すぎます。.
- 保持時間が短すぎる。.
- 部品が完全に梱包される前にゲートが停止する。.
- ゲートが小さすぎるか、厚みのある部分から離れた場所に設置されている。.
- 壁の厚さのばらつきが大きすぎる。.
実践的な解決策:
- 保持圧力を上げる。.
- 保持時間を延長する。.
- 溶融温度を調整してください。.
- 必要に応じてゲートのサイズを大きくする。.
- 設計上可能であれば、ゲートは厚みのある場所の近くに設置してください。.
溶接線と弱点
ウェルドラインは、穴の周囲や複数のゲートを持つ流路など、2つの溶融界面が交わる場所によく現れる。.
一般的な原因:
- 金型の温度が低すぎます。.
- 融解前線の温度は、会合前に低下する。.
- 溶接線に空気が閉じ込められている。.
- ゲート位置によって、荷重のかかった領域に溶接線が形成される。.
- 溶融物の流れ経路が長すぎるか、バランスが崩れています。.
実践的な解決策:
- 金型の温度を上げる。.
- 溶融温度と射出速度を安全な範囲内で上昇させる。.
- カビの通気を改善する。.
- 溶接線を高負荷領域から離してください。.
- 可能な場合は、オーバーフロー井戸を設置してください。.
ショット不足または充填不足
PEEKは溶融粘度が高いため、薄肉部品や流動性の高い部品は充填に失敗する可能性がある。.
一般的な原因:
- 噴射圧力が低すぎます。.
- 噴射速度が遅すぎる。.
- 金型の温度が低すぎます。.
- ショットのサイズが不十分です。.
- ゲートまたはランナーの寸法が流れを制限する。.
実践的な解決策:
- 射出圧力と射出速度を上げる。.
- 早期凍結を防ぐため、金型の温度を上げてください。.
- ショットサイズと機械の容量を確認してください。.
- 必要に応じて、ゲートとランナーの寸法を拡大してください。.
- 空気の滞留抵抗を減らすために、通気口を追加してください。.
反りと変形
PEEKの反りは、結晶性、不均一な冷却、残留応力、および不均衡な充填と密接に関連している。.
一般的な原因:
- 金型の温度が均一ではない。.
- 金型の前後の温度差が大きすぎる。.
- 圧力を保持すると、過剰な残留応力が発生する。.
- ゲートの配置が不均衡です。.
- 冷却時間が短すぎる。.
実践的な解決策:
- 金型の温度を均一に保つ。.
- 金型温度差を狭い範囲内に抑える。.
- 保持圧力と保持時間を調整してください。.
- バランスの取れたゲート設計を採用してください。.
- 排出前の冷却時間を延長してください。.
重要なポイントだ: PEEK射出成形において、金型温度と滞留時間は最も重要なチェック項目の2つである。.
3. PEEK圧縮成形における問題点と解決策

圧縮成形は、PEEKシート、ロッド、ブロック、および材料使用率が高い、または特殊な寸法が必要な部品の製造によく用いられる。.
空隙または真空穴
成形されたシートやロッド内部の空隙は、機械的強度やシール性能を低下させる可能性がある。.
一般的な原因:
- 材料が十分に乾燥していなかった。.
- 積み込み中に湿気や空気が閉じ込められた。.
- 冷間圧搾または温間圧搾の圧力が低すぎた。.
- 加熱プロファイルでは、閉じ込められたガスを放出することができなかった。.
実践的な解決策:
- 成形前にPEEK粉末または樹脂を完全に乾燥させてください。.
- 積み込み前に、できる限り湿度を低く保ってください。.
- 冷間プレスと温間プレスの圧力を上げる。.
- 段階的に圧力をかけることで、内部のガスを除去するのに役立ちます。.
フラッシュとエッジの材料損失
バリが発生すると、金型内の圧力が解放されることがあります。そうなると、成形品の中心部が充填不足になったり、密度が低下したりする可能性があります。.
一般的な原因:
- 金型クリアランスが大きすぎます。.
- 過剰なフラッシュによって圧力が失われる。.
- 金型の閉鎖速度が遅すぎる。.
- 押下速度が安定しない。.
実践的な解決策:
- 金型クリアランスを制御する、多くの場合、 0.05~0.10 mm ツールの設計によって異なります。.
- スペーサーを使用して部品の厚みを調整します。.
- 溶融物が流れなくなる前に型を閉じてください。.
- 一定の圧力とプレス速度を維持してください。.
脱型中または脱型後に発生するひび割れ
圧縮成形されたPEEKは、結晶性や冷却履歴のために高い内部応力を持つ可能性がある。.
一般的な原因:
- 部品が高温の状態で型から取り出された。.
- 冷却速度が速すぎる。.
- 焼きなましは制御されていません。.
- 金型接触面は高い離型力を生み出す。.
実践的な解決策:
- 成形後はゆっくりとした焼きなましを行ってください。.
- 強制的な型抜きは避けてください。 150℃.
- 金型接触面を研磨する。.
- サイクルを急ぐのではなく、制御された方法で冷却してください。.
表面の炭化または汚染
黒ずんだり、気泡が入ったり、汚れたりした表面部分は、加熱時間が長かったり、工具が汚れていたり、材料が汚染されていたりすることが原因であることが多い。.
一般的な原因:
- 加熱時間が長すぎる。.
- 金型表面が汚れている。.
- 乾燥オーブンにはほこりや残留物が付着している。.
- 積載中に材料が露出する。.
実践的な解決策:
- 加熱時間を注意深く管理してください。.
- 製造前に金型を洗浄してください。.
- 乾燥装置と積載用具は清潔に保ってください。.
- PEEK素材は、密閉された乾燥した包装で保管してください。.
重要なポイントだ: 圧縮成形における欠陥は、多くの場合、成形品の内部に隠れています。適切な乾燥、圧力制御、および焼きなましを行うことで、機械加工開始前に内部不良を低減できます。.
4. PEEK 3Dプリンティングの問題点と解決策
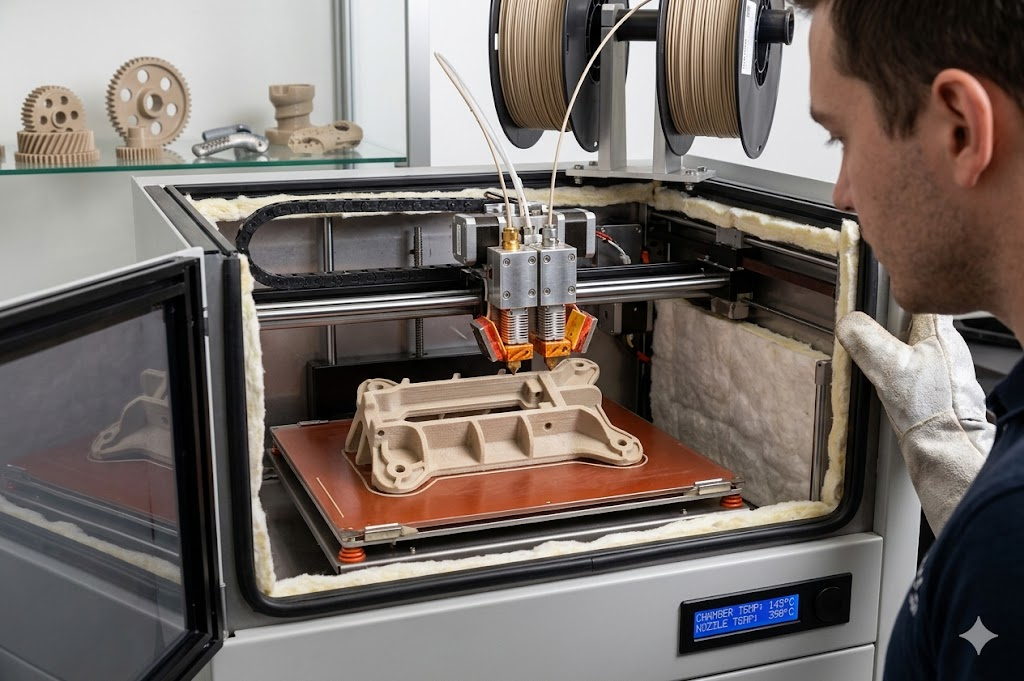
PEEK FDM方式の3Dプリンティングは、試作品、少量生産部品、治具、医療用モデル、および特注の工業用部品に使用されます。.
PLAやABS用の一般的なデスクトッププリンターでは不十分です。.
層間剥離
層間剥離は、印刷された層同士がうまく接着しない場合に発生します。.
一般的な原因:
- チャンバーの温度が低すぎます。.
- 層間の温度差が大きすぎる。.
- 印刷速度が速すぎる。.
- ノズル温度がフィラメントの推奨範囲を下回っています。.
実践的な解決策:
- 加熱チャンバーを使用します。チャンバーの温度は 90℃以上 しばしば必要とされる、 120℃以上 プリンターが対応している場合は、こちらを使用することをお勧めします。.
- 印刷速度を落としてください。.
- フィラメントガイドに基づいてノズル温度を上昇させる。.
- 印刷後の部品を焼きなましすることで、層間の密着性を向上させる。.
反りやベッドの脱落
PEEKは冷却時に収縮します。角が浮き上がったり、造形物が造形プレートから剥がれたりする可能性があります。.
一般的な原因:
- ベッドの温度が低すぎます。.
- ビルド面がPEEKをしっかりと固定しない。.
- 部品の角が冷えすぎる。.
- 部品とベッドの接触面積が小さすぎます。.
実践的な解決策:
- PEI製の造形面、または耐熱性接着剤を使用してください。.
- ベッドの温度を約 140~160℃ 機材が許す限り。.
- つばを追加して、ベッドとの接触面積を増やしましょう。.
- 鋭利な角をビルドプレートに直接置かないようにしてください。.
サポート撤去の難しさ
PEEK製の支持構造が部品に強く接着しすぎる可能性がある。.
一般的な原因:
- サポートのZ軸方向の距離が小さすぎます。.
- サポート材は、部品と同じPEEKグレードです。.
- 張り出し部分の設計には、過剰な支持が必要となる。.
- 印刷方向によっては、サポート材の塗布が難しい箇所が生じる。.
実践的な解決策:
- プリンターが対応している場合は、水溶性サポート材を使用してください。.
- サポートのZ距離を約 0.2~0.3 mm 開始範囲として。.
- オーバーハングを減らすように部品を再設計する。.
- 可能な限り自立式のアングル材を使用してください。.
ノズル詰まり
目詰まりが発生すると、印刷が停止したり、押出成形が不均一になったりする可能性があります。.
一般的な原因:
- フィラメントには水分が含まれています。.
- 熱が徐々に上昇し、フィラメントを早期に軟化させてしまう。.
- ノズルは炭素繊維強化PEEK製です。.
- プリンターはノズル温度が高い状態で待機状態になります。.
実践的な解決策:
- 乾燥したPEEKフィラメント 120~150℃で約4時間 印刷前に。.
- 充填用PEEKには、硬化鋼製または耐摩耗性のノズルを使用してください。.
- 遮熱効果を確認してください。.
- ノズル温度が高い状態で長時間待機することは避けてください。.
重要なポイントだ: PEEK 3Dプリントは温度の一貫性に依存します。チャンバー温度、ベッド温度、フィラメントの乾燥状態、プリント後のアニーリング処理など、すべてが最終製品に影響を与えます。.
5. PEEK加工における問題点と解決策

PEEK製の棒材、板材、成形ブランク材は、CNC加工によって精密部品に加工されることが多い。金属と比較すると、PEEKは剛性が低く、熱膨張率が高い。.
Ensinger社のPEEK加工情報 また、寸法精度を確保するためには適切な加工条件が重要であることも指摘している。.
工具の摩耗が早い
ガラス繊維強化PEEKおよびカーボン繊維強化PEEKは研磨性があります。標準的な工具では摩耗が早く、寸法ずれや仕上がり不良の原因となる可能性があります。.
一般的な原因:
- 工具コーティングは、充填PEEKには適していません。.
- 切断速度が速すぎます。.
- 工具の刃先が鈍っている。.
- チップがきれいに除去されない。.
実践的な解決策:
- 充填材入りの材料には、ダイヤモンドコーティングまたはCVDダイヤモンド工具を使用してください。.
- 強化PEEKの場合、切断速度は 100~200メートル/分 実用的な開始範囲として。.
- 摩擦を軽減するために、傾斜切削加工を使用してください。.
- 摩耗によって公差に影響が出る前に、工具を交換してください。.
バリとフラッシュ
バリは、穴の出口、薄いエッジ、およびフライス加工された角によく発生します。.
一般的な原因:
- 刃先が鈍い。.
- ドリル貫通時の送り速度が高すぎる。.
- 壁の一部が薄いか、支えられていない。.
- 最後のパスでは、端の方に熱が残りすぎる。.
実践的な解決策:
- 道具は常に鋭利にしておくこと。.
- ドリルが貫通する前に送り速度を落とす。.
- 適切な場合は、ステップドリルを使用してください。.
- 約 0.1 mm 精度が求められる最終仕上げ工程において。.
- 薄いエッジには、制御されたツールパスを使用してください。.
機械加工後の寸法変化
部品は機械上では正確に測定できる場合でも、クランプを外したり保管したりすると寸法が変わることがある。.
一般的な原因:
- PEEKは、熱を加えると金属よりも大きく膨張する。.
- その部品は、温度が安定する前に測定された。.
- 締め付け力によって弾性変形が生じた。.
- 機械加工後、内部応力が解放された。.
実践的な解決策:
- 冷却液または空冷を使用して熱を制御します。.
- 検査温度を一定に保つ。.
- 過度の締め付け力は避けてください。.
- まず粗加工を行い、その後応力除去のための焼きなましを行う。.
- 焼きなまし後、機械の重要な寸法を仕上げる。.
粗面または白色の機械加工面
表面がざらざらしていたり、魚の鱗状になっていたり、白っぽくなっていたりするのは、熱の蓄積、工具の摩耗、または切りくずの除去不良が原因である可能性があります。.
一般的な原因:
- 熱が十分に速やかに除去されていない。.
- 切削屑が工具に巻き付いたり、表面を再切削したりする。.
- 工具の切れ味が悪い。.
- 1回転あたりの送り速度が高すぎる。.
実践的な解決策:
- 冷却液または空冷を使用してください。.
- 加工中に切りくずを除去する。.
- 主軸回転速度を上げ、1回転あたりの送り量を減らしてください。.
- 高品質な表面仕上げが求められる場合は、ダイヤモンド工具を使用してください。.
重要なポイントだ: PEEKの加工は金属加工とは異なります。温度、クランプ方法、工具の切れ味、応力除去などは、最終寸法に直接影響を与えます。.
適切なPEEKグレードの選び方

PEEKのグレードによって、加工時の挙動は異なります。射出成形に適したグレードが、機械加工や3Dプリンティングに最適とは限りません。.
ヴァージンピーク
バージンPEEKは、純度、靭性、耐薬品性、および表面仕上げの清浄度が重要な場合に使用されます。.
一般的な用途:
- 医療および検査室関連部品
- 電気絶縁部品
- 精密ハウジング
- 耐薬品性部品
ガラス繊維強化PEEK
ガラス繊維強化PEEKは、剛性と寸法安定性を向上させる。.
一般的な用途:
- ポンプおよびコンプレッサーの部品
- 構造ブラケット
- 高温器具
- 成形工業部品
カーボン充填PEEK
炭素繊維を充填したPEEKは、未処理のPEEKに比べて、剛性が高く、熱膨張率が低く、耐摩耗性に優れています。.
一般的な用途:
- ベアリングとブッシュ
- スライド部品
- 航空宇宙および自動車部品
- 精密機械加工部品
ESDまたは導電性PEEK
ESD PEEKは、静電気制御が重要な用途で使用されます。.
一般的な用途:
- 半導体製造用治具
- 電子機器取り扱い部品
- テストソケット
- 静電気制御部品
PTFE充填または耐摩耗性改質PEEK
PTFEを充填したPEEKは、摩擦を低減し、滑り挙動を改善することができる。.
一般的な用途:
- 指輪を着用する
- シール
- バルブシート
- 低摩擦可動部品
高温ポリマーを比較検討している購入者にとって、以下の点も参考になるかもしれません。 PFAとPTFEの比較 および関連するフッ素樹脂オプション。PEEKは機械的強度を重視する場合によく選ばれます。PTFE、PFA、FEPは耐薬品性、低摩擦性、コーティングやライニング用途を重視する場合によく選ばれます。.
PEEK加工実用チェックリスト
サンプリング、試作、または量産を行う前に、このチェックリストを使用してください。.
材料の準備:
- PEEKのグレードと充填剤の種類を正確に確認してください。.
- 樹脂、粉末、シート、棒状体、またはフィラメントが水分を吸収していないか確認してください。.
- 材料は、供給元のデータシートに従って乾燥させてください。.
- 製造まで包装は密封したまま保管してください。.
- 正体不明の再生材や汚染された材料を混ぜることは避けてください。.
設備および工具:
- バレル、ダイ、金型、ノズル、チャンバーの温度制御を確認してください。.
- PEEKを流し込む前に、ネジ、バレル、ランナー、金型を清掃してください。.
- ゲート、ランナー、通気口、冷却設計を確認してください。.
- 未処理PEEKまたは強化PEEKに適した工具を使用してください。.
- 高温機器には十分な加熱時間を確保してください。.
プロセス制御:
- 滞留時間を制御して炭化を抑制する。.
- ストレス管理が重要な場合、急激な冷却は避けるべきです。.
- 圧縮成形部品、3Dプリント部品、精密機械加工部品には、必要に応じて焼きなまし処理を行ってください。.
- 試験実施中は、プロセス設定を記録してください。.
- 部品の寸法は、製造直後だけでなく、安定化後にも比較してください。.
品質チェック:
- 表面の仕上がり、色、および目に見える欠陥を検査してください。.
- 必要に応じてサンプルを切り出し、内部の空隙を確認する。.
- 冷却後に重要な寸法を測定する。.
- 可能な限り、実際の使用条件下で部品をテストしてください。.
- 追跡可能性のために、バッチ記録を保管してください。.
重要なポイントだ: PEEKの不良品発生は、多くの場合、未然に防ぐことができます。明確なチェックリストがあれば、バイヤーと工場は材料承認時の試行錯誤を減らすことができます。.
PEEK材料および加工に関するサポートを依頼する
成形、押出成形、圧縮成形、3Dプリンティング、または機械加工用途にPEEKグレードを選定される場合は、用途とプロセスの詳細をお知らせください。グレードの選択肢、データシート、サンプル要件、供給要件などについて、弊社がサポートいたします。.
ペフロンは以下のものを支えることができます:
- PEEK樹脂とペレット
- 圧縮成形およびコーティング関連用途向けのPEEK粉末
- ヴァージンPEEK、GF PEEK、CF PEEK、およびESD PEEK
- PTFE充填および耐摩耗性改質PEEK
- 販売業者および下流工場向けの材料選定
- 試運転および生産レビューに関する処理ガイダンス
ペフロンに接触する データシート、サンプル、または見積もりを請求するには。.
よくあるご質問
PEEK素材とは何ですか?
PEEK(ポリエーテルエーテルケトン)は、半結晶性の高温熱可塑性樹脂です。耐熱性、耐薬品性、強度、寸法安定性が求められる工学用途に用いられます。.
PEEKはどのくらいの温度で乾燥させるべきですか?
PEEK樹脂の一般的な乾燥条件は 150℃で3~4時間 押出成形または射出成形の前に、PEEKフィラメントはしばしば乾燥されます。 120~150℃で約4時間 印刷前に必ず、該当グレードのサプライヤーのデータシートに従ってください。.
PEEK加工中に黒い斑点が現れるのはなぜですか?
黒い斑点は通常、炭化した物質から生じます。一般的な原因としては、過度の高温、長時間の滞留時間、スクリューやダイのデッドゾーン、不十分な洗浄、または過度のせん断熱などが挙げられます。.
PEEKは射出成形後に反ってしまうのはなぜですか?
PEEKの反りは、金型温度の不均一、充填の不均衡、過剰な残留応力、不適切な冷却設計、または制御不能な結晶化によって引き起こされることが多い。.
PEEKは3Dプリントできますか?
はい。PEEKは高温FDM方式の3Dプリンターで印刷できます。ただし、ノズル温度を高く設定し、加熱ベッド、加熱チャンバー、ドライフィラメントを使用し、寸法安定性を高めるために慎重なアニーリング処理が必要です。.
PEEKは加工が難しい素材ですか?
PEEKは高精度な機械加工が可能ですが、鋭利な工具、適切なクランプ、良好な切りくず排出、そして温度制御が必要です。ガラス繊維強化PEEKや炭素繊維強化PEEKは、未加工のPEEKよりも工具の摩耗が速い場合があります。.
摩耗部品に最適なPEEKグレードはどれですか?
カーボン充填PEEKとPTFE充填PEEKは、摩耗部品によく用いられる材料です。適切なグレードは、荷重、速度、温度、接触面、および化学物質への曝露状況によって異なります。.
Peflon社は、押出成形、成形加工、機械加工用のPEEKを供給できますか?
はい。ペフロン社は、押出成形、射出成形、圧縮成形、3Dプリンティング、CNC加工用途向けに、PEEK樹脂、PEEK粉末、バージンPEEK、強化PEEK、ESD PEEK、PTFE充填PEEKを提供しています。.
取り除く
PEEKは要求の厳しい用途に選ばれる素材ですが、最終的な品質は加工工程の管理に大きく左右されます。乾燥、温度、圧力、冷却、焼きなまし、金型、部品設計など、すべてが完成品の品質に影響を与えます。.
生産用にPEEKを購入する場合は、データシートだけでなく、製造工程も確認してください。適切なグレードと適切な加工条件を組み合わせることで、不良品を減らし、供給を安定させ、生産規模の拡大を容易にすることができます。.