Polietereterketon (PEEK), standart plastiklerin ısı, kimyasal, aşınma veya boyut gereksinimlerini karşılayamadığı durumlarda kullanılan yüksek sıcaklık mühendislik polimeridir. Ancak bir PEEK parçasının nihai kalitesi, malzeme kalitesinden daha fazlasına bağlıdır.
İşlem süreci önemlidir.
Bu kılavuz, ekstrüzyon, enjeksiyon kalıplama, sıkıştırma kalıplama, FDM 3D baskı ve CNC işleme yöntemlerinde sık görülen PEEK kusurlarını açıklamaktadır. Bu kılavuz, istikrarlı üretim, daha az fire ve daha net malzeme seçimi ihtiyacı duyan alıcılar, Ar-Ge ekipleri, tedarik zinciri yöneticileri, ürün yöneticileri, distribütörler ve alt kademe üreticiler için yazılmıştır.
PEEK'in erime noktası yaklaşık olarak şöyledir: 343°C, buna göre Vikipedi'nin polietereterketon hakkındaki genel bakışı. Bu yüksek erime noktası, zorlu uygulamalarda fayda sağlar, ancak aynı zamanda işlem aralığını birçok standart mühendislik plastiğine göre daha dar hale getirir.
Peflon'da tedarik ediyoruz. PEEK malzemesi Enjeksiyon kalıplama, ekstrüzyon, sıkıştırma kalıplama, bileşik oluşturma ve işleme uygulamaları için. Ayrıca, ilgili yüksek performanslı polimerleri de destekliyoruz, bunlar arasında şunlar yer almaktadır: PTFE dispersiyonu Ve PFA malzemeleri.
PEEK İşlemesinin Neden Dikkatli Kontrole İhtiyaç Duyduğu
PEEK, yarı kristal yapılı bir termoplastiktir. Kristalliği, soğutma hızı ve ısıl işlem geçmişi, mukavemetini, büzülmesini, yüzey kalitesini ve boyutsal kararlılığını etkileyebilir.
Satın alma ekipleri için bu önemlidir çünkü reddedilen ürünler pahalıdır. Ar-Ge ekipleri için, bir denemeden elde edilen test verileri, süreç değişirse seri üretimle uyuşmayabilir. Tedarik zinciri yöneticileri için, istikrarlı bir kalite standardının müşterinin ekipmanına ve üretim döngüsüne de uygun olması gerekir.
Kontrol edilmesi gereken temel işlem faktörleri:
- Kurutma: Nem, kabarcıklara, boşluklara, pürüzlü yüzeye ve dengesiz akışa neden olabilir.
- Sıcaklık kontrolü: PEEK yüksek ısıya ihtiyaç duyar, ancak aşırı sıcaklık veya uzun bekleme süresi karbonlaşmaya neden olabilir.
- Basınç ve paketleme: Yetersiz basınç, çökme izlerine, boşluklara veya eksik dolmaya neden olabilir.
- Soğutma ve tavlama: Hızlı soğutma, iç gerilimi ve boyutsal değişimi artırabilir.
- Takım ve fikstürler: PEEK, metalden daha fazla genleşir ve yüksek sıkıştırma kuvveti altında deforme olabilir.
Önemli nokta: PEEK işleme, malzeme ve proses uyumuna dayalı bir süreçtir. Tek bir parametre değişikliği yardımcı olabilir, ancak istikrarlı üretim genellikle tüm prosesin gözden geçirilmesini gerektirir.
1. PEEK Ekstrüzyon Problemleri ve Çözümleri

PEEK ekstrüzyonu genellikle çubuk, levha, boru, profil ve diğer yarı mamul şekillerin üretiminde kullanılır. Bu parçalar daha sonra contalar, burçlar, rulmanlar, pompa parçaları veya hassas bileşenler haline getirilmek üzere işlenebilir.
Yüzey Pürüzlülüğü veya Erimeyen Parçacıklar
Yüzeyde beyaz veya erimeyen parçacıkların bulunması genellikle eriyiğin tamamen plastikleşmediği anlamına gelir.
Yaygın nedenler:
- Namlu veya kalıp sıcaklığı çok düşük.
- Kalıp akış kanalı çok büyük.
- İşlemci başlatılmadan önce kalıp tam olarak önceden ısıtılmamıştı.
- Erime akışı boyunca kalma süresi eşit değildir.
Pratik çözümler:
- Namlu ve kalıp sıcaklığını önerilen aralıkta artırın.
- Mümkün olan yerlerde aşırı büyük kalıp kanalı hacmini azaltın.
- Kalıplama işleminden önce eriyik karışımını iyileştirin.
- Üretimin istikrarlı bir şekilde başlamasından önce kalıbı tamamen önceden ısıtın.
Portakal Kabuğu Yüzeyi
Portakal kabuğu dokusu düzensiz ve mat görünür. Genellikle zayıf eriyik akışına, pürüzlü kalıp yüzeyine veya çok agresif soğutmaya işaret eder.
Yaygın nedenler:
- Erime sıcaklığı çok düşük.
- Yüzey kirli, aşınmış veya cilalanmamış.
- Ekstrüzyondan sonra soğuma çok hızlı gerçekleşiyor.
- Malzeme, eşit olmayan sıcaklık bölgelerine maruz kalmaktadır.
Pratik çözümler:
- Malzeme veya kalıp sıcaklığını orta derecede artırın.
- Kalıp yüzeyini temizleyin ve parlatın.
- Ani su soğutmasından kaçının.
- İç gerilimi azaltmak için kademeli soğutma kullanın.
Boşluklar veya Gözeneklilik
Profilin içinde veya yüzeye yakın yerlerde boşluklar oluşabilir. Bu boşluklar mekanik dayanıklılığı, sızdırmazlık güvenilirliğini ve uzun süreli kullanım ömrünü azaltabilir.
Yaygın nedenler:
- PEEK reçinesi yeterince kurumadı.
- Erime halindeki malzemenin içinde nem veya uçucu maddeler hapsolmuştu.
- Şekillendirme basıncı çok düşüktü.
- Dış katman çok hızlı soğudu ve gazı içeride hapsetti.
Pratik çözümler:
- Ekstrüzyondan önce PEEK'i kurutun. Yaygın bir başlangıç noktası şudur: 150°C'de 3-4 saat, Ancak, her zaman tedarikçinin veri sayfasına uyun.
- Nem ve sıkışmış gazı serbest bırakmak için kademeli ısıtma yöntemini kullanın.
- Erimeyi sıkıştırmak için şekillendirme basıncını artırın.
- Üretimden önce reçineyi kapalı ambalajda saklayın.
Siyah Noktalar veya Siyah Çekirdek
Siyah noktalar, siyah çizgiler veya koyu bir çekirdek genellikle karbonlaşmış malzemenin işaretleridir.
Yaygın nedenler:
- Namlu, vida, adaptör veya kalıptaki ölü bölgeler.
- Aşırı işlem sıcaklığı.
- Uzun süreli ikamet.
- Yüksek basınç, bölgesel aşırı ısınmaya neden oluyor.
- Elyaf dolgulu çeşitler, yüksek kesme kuvveti altında ekstra ısı üretir.
Pratik çözümler:
- Üretim işlemleri bittikten sonra namluyu, vidayı ve kalıbı temizleyin.
- Aşırı sıcaklık ayarlarından kaçının.
- Başlatma ve kapatma sırasında bekleme süresini azaltın.
- Kafa basıncını kontrol edin.
- Cam elyafı veya karbon elyafı içeren PEEK malzemelerde gereksiz kesme kuvvetini azaltın.
Çubuk Ekstrüzyonunda Spiral İzler
PEEK çubukların içindeki spiral izler, vidanın yönünü takip edebilir. Bu izler, iç homojenliği ve mekanik tutarlılığı etkileyebilir.
Yaygın nedenler:
- Erime akışı, vidayı terk ettikten sonra da dönme hareketini sürdürür.
- Düz bir şekilde ilerlemek çok kısa.
- Vida veya namlu duvarında kirlenme var.
- Kalıp öncesinde erime basıncı sabit değildir.
Pratik çözümler:
- Bir devre kesici plakası ekleyin veya iyileştirin.
- Kalıplama alanının uzunluğunu artırın.
- Vidayı ve namluyu dikkatlice temizleyin.
- Üretimin tamamına geçmeden önce erime basıncını stabilize edin.
Önemli nokta: PEEK ekstrüzyonunda hem yüzey kalitesi hem de iç yapı önemlidir. Temiz bir akış yolu, istikrarlı bir ısı profili ve kontrollü bir soğutma planı olmazsa olmazdır.
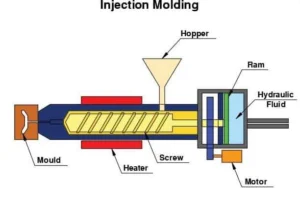
2. PEEK Enjeksiyon Kalıplama Problemleri ve Çözümleri

Enjeksiyon kalıplama, dar geometrili, ince kesitli, nervürlü, delikli ve montaj özelliklerine sahip karmaşık PEEK parçaları için uygundur.
Sararma, Kararma veya Siyah Lekeler
Renk değişimi veya siyah parçacıklar genellikle termal bozulma veya kirlenme anlamına gelir.
Yaygın nedenler:
- Namlu veya yolluk sıcaklığı çok yüksek.
- Malzeme varilde çok uzun süre kalıyor.
- Vida ve namluda karbonlaşmış kalıntı bulunmaktadır.
- Reçine kalıplama işleminden önce kurutulmadı.
- Enjeksiyon hızı aşırı kesme ısısı oluşturur.
Pratik çözümler:
- Bozulma şüphesi varsa, namlu veya yolluk sıcaklığını düşürün.
- PEEK işlemine başlamadan önce vidayı ve namluyu temizleyin.
- Atış boyutunu makineye uygun hale getirerek bekleme süresini kontrol edin.
- Kalıplama işleminden önce reçineyi kurutun.
- Parça yapısına ve giriş kapısı tasarımına göre enjeksiyon hızını ayarlayın.
Çökme İzleri ve Büzülme
Çökme izleri genellikle kalın bölümlerde veya kaburgaların arkasında görülür.
Yaygın nedenler:
- Tutma basıncı çok düşük.
- Bekleme süresi çok kısa.
- Parça tamamen paketlenmeden önce kalıp donuyor.
- Kapı çok küçük veya kalın bitki örtüsünün olduğu yerlerden uzakta konumlandırılmış.
- Duvar kalınlığı çok fazla değişkenlik gösteriyor.
Pratik çözümler:
- Tutma basıncını artırın.
- Bekleme süresini uzatın.
- Erime sıcaklığını ayarlayın.
- Gerektiğinde kapı boyutunu artırın.
- Tasarım izin veriyorsa, kapıyı daha yoğun bitki örtüsüne sahip alanların yakınına yerleştirin.
Kaynak Hatları ve Zayıf Noktalar
Kaynak çizgileri genellikle delikler veya çoklu geçit akış yolları gibi iki erime cephesinin birleştiği yerlerde ortaya çıkar.
Yaygın nedenler:
- Kalıp sıcaklığı çok düşük.
- Erime cephesi sıcaklığı, birleşmeden önce düşer.
- Kaynak hattında hava hapsolmuştur.
- Kapı konumu, yüklenen alanda bir kaynak hattı oluşturur.
- Erime akış yolu çok uzun veya dengesiz.
Pratik çözümler:
- Kalıp sıcaklığını artırın.
- Güvenli sınırlar dahilinde erime sıcaklığını ve enjeksiyon hızını artırın.
- Küf havalandırmasını iyileştirin.
- Kaynak hatlarını yüksek yük altındaki bölgelerden uzaklaştırın.
- Mümkün olan yerlere taşma kuyuları ekleyin.
Eksik Dolgu veya Tamamlanmamış Dolgu
PEEK'in erime viskozitesi yüksektir, bu nedenle ince duvarlı veya uzun akışlı parçalarda dolum başarısız olabilir.
Yaygın nedenler:
- Enjeksiyon basıncı çok düşük.
- Enjeksiyon hızı çok yavaş.
- Kalıp sıcaklığı çok düşük.
- Atış miktarı yetersiz.
- Kapı veya ray boyutları akışı kısıtlar.
Pratik çözümler:
- Enjeksiyon basıncını ve enjeksiyon hızını artırın.
- Erken donmayı önlemek için kalıp sıcaklığını yükseltin.
- Çekim hacmini ve makine kapasitesini kontrol edin.
- Gerekirse kapı ve ray boyutlarını büyütün.
- Sıkışan hava direncini azaltmak için havalandırma ekleyin.
Çarpıklık ve Deformasyon
PEEK'in deformasyonu, kristalleşme, düzensiz soğutma, artık gerilim ve dengesiz dolgu ile yakından ilişkilidir.
Yaygın nedenler:
- Kalıp sıcaklığı eşit değil.
- Ön ve arka kalıp sıcaklık farkı çok büyük.
- Basınç uygulamak aşırı artık gerilime neden olur.
- Kapı düzeni dengesiz.
- Soğuma süresi çok kısa.
Pratik çözümler:
- Kalıp sıcaklığını sabit tutun.
- Kalıp sıcaklık farkını dar bir aralıkta kontrol edin.
- Tutma basıncını ve tutma süresini ayarlayın.
- Dengeli kapı tasarımı kullanın.
- Fırlatmadan önce soğutma süresini uzatın.
Önemli nokta: PEEK enjeksiyon kalıplama işleminde, kalıp sıcaklığı ve bekleme süresi en önemli kontrollerden ikisidir.
3. PEEK Sıkıştırma Kalıplama Problemleri ve Çözümleri

Sıkıştırmalı kalıplama, genellikle yüksek malzeme kullanımı veya özel boyutlar gerektiren PEEK levhalar, çubuklar, bloklar ve parçalar için kullanılır.
Boşluklar veya Vakum Delikleri
Kalıplanmış levhaların veya çubukların içindeki boşluklar, mekanik dayanıklılığı ve sızdırmazlık güvenilirliğini azaltabilir.
Yaygın nedenler:
- Malzeme yeterince kurutulmamıştı.
- Yükleme sırasında nem veya hava hapsoldu.
- Soğuk pres veya sıcak pres basıncı çok düşüktü.
- Isıtma profili, sıkışmış gazın dışarı çıkmasına izin vermedi.
Pratik çözümler:
- Kalıplama işleminden önce PEEK tozunu veya reçinesini iyice kurutun.
- Yüklemeden önce nem oranını mümkün olduğunca düşük tutun.
- Soğuk pres ve sıcak pres basıncını artırın.
- İçerideki gazı uzaklaştırmak için kademeli basınç uygulayın.
Flaş ve Kenar Malzeme Kaybı
Çapak, kalıptan basıncı serbest bırakabilir. Bu durumda, parçanın merkezi yetersiz dolabilir veya daha az yoğun olabilir.
Yaygın nedenler:
- Kalıp boşluğu çok büyük.
- Aşırı flaş nedeniyle basınç kaybı meydana gelir.
- Kalıbın kapanma hızı çok yavaş.
- Basma hızı istikrarlı değil.
Pratik çözümler:
- Kalıp boşluğunu kontrol edin, genellikle şu civarda: 0,05–0,10 mm Alet tasarımına bağlı olarak.
- Parça kalınlığını kontrol etmek için ara parçalar kullanın.
- Erime işlemi sırasında akışkanlık kaybı yaşanmadan kalıbı kapatın.
- Sabit basınç ve baskı hızını koruyun.
Kalıptan Çıkarma Sırasında veya Sonrasında Oluşan Çatlaklar
Sıkıştırma kalıplama yöntemiyle üretilen PEEK, kristal yapısı ve soğutma geçmişi nedeniyle yüksek iç gerilime sahip olabilir.
Yaygın nedenler:
- Parça çok sıcakken kalıptan çıkarıldı.
- Soğuma çok hızlı.
- Tavlama işlemi kontrol altında değildir.
- Kalıpla temas eden yüzeyler yüksek kalıptan çıkarma kuvveti oluşturur.
Pratik çözümler:
- Kalıplama işleminden sonra yavaş tavlama uygulayın.
- Yukarıda belirtilen şekilde zorla kalıptan çıkarma işleminden kaçının. 150°C.
- Kalıpla temas eden yüzeyleri parlatın.
- Soğutma işlemini aceleye getirmek yerine kontrollü bir şekilde gerçekleştirin.
Yüzey Karbonlaşması veya Kirlenmesi
Yüzeyde oluşan kararma, kabarcık veya kirlilik genellikle uzun süre ısıtma, kirli aletler veya malzeme kirlenmesinden kaynaklanır.
Yaygın nedenler:
- Isıtma süresi çok uzun.
- Küf yüzeyi temiz değil.
- Kurutma fırını toz veya kalıntı içeriyor.
- Yükleme sırasında malzeme açığa çıkar.
Pratik çözümler:
- Isıtma süresini dikkatlice kontrol edin.
- Üretimden önce kalıpları temizleyin.
- Kurutma ekipmanlarını ve yükleme aletlerini temiz tutun.
- PEEK malzemesini hava geçirmez, kuru ambalajda saklayın.
Önemli nokta: Sıkıştırmalı kalıplama kusurları genellikle parçanın içinde gizlidir. İyi kurutma, basınç kontrolü ve tavlama, işleme başlamadan önce iç arızaları azaltmaya yardımcı olur.
4. PEEK 3D Baskı Sorunları ve Çözümleri
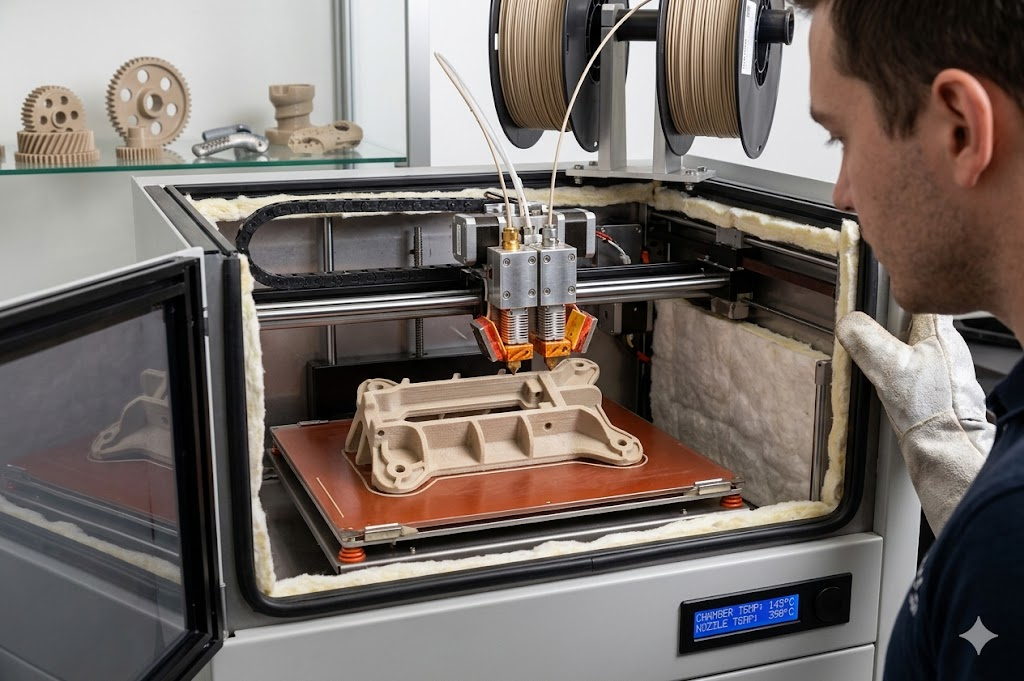
PEEK FDM baskı, prototipler, düşük hacimli parçalar, fikstürler, tıbbi modeller ve özel endüstriyel bileşenler için kullanılır.
PLA veya ABS için tipik bir masaüstü yazıcı yeterli değildir.
Katman Ayrılması
Baskılı katmanlar birbirine iyi yapışmadığında katman ayrılması meydana gelir.
Yaygın nedenler:
- Oda sıcaklığı çok düşük.
- Katmanlar arasındaki sıcaklık farkı çok büyük.
- Yazdırma hızı çok yüksek.
- Meme sıcaklığı, filamentin önerilen aralığının altında.
Pratik çözümler:
- Isıtmalı bir hazne kullanın. Hazne sıcaklığı şu şekilde olmalıdır: 90°C veya üzeri sıklıkla gereklidir ve 120°C veya üzeri Yazıcının izin verdiği durumlarda tercih edilir.
- Yazdırma hızını düşürün.
- Filament yönlendirmesine bağlı olarak nozul sıcaklığını artırın.
- Katmanlar arası yapışmayı iyileştirmek için baskı işleminden sonra baskılı parçaları tavlama işlemine tabi tutun.
Çarpılma veya Yatak Ayrılması
PEEK soğudukça büzülür. Köşeler kalkabilir ve model baskı tablasından ayrılabilir.
Yaygın nedenler:
- Yatak sıcaklığı çok düşük.
- Baskı yüzeyi PEEK malzemeye iyi yapışmıyor.
- Köşe kısımları çok hızlı soğuyor.
- Parça ile yatak arasındaki temas alanı çok küçük.
Pratik çözümler:
- PEI yapı yüzeyi veya yüksek sıcaklığa dayanıklı yapıştırıcı kullanın.
- Yatak sıcaklığını yaklaşık olarak koruyun. 140–160°C Ekipman izin verdiğinde.
- Yatakla daha fazla temas sağlamak için şapka kenarına bir siperlik ekleyin.
- Keskin köşeleri doğrudan baskı tablasına yerleştirmekten kaçının.
Destek Kaldırma Zorluğu
PEEK destek yapıları parçaya çok güçlü bir şekilde yapışabilir.
Yaygın nedenler:
- Destek Z mesafesi çok küçük.
- Destek malzemesi, parça ile aynı PEEK kalitesindedir.
- Çıkıntı tasarımı çok fazla destek gerektiriyor.
- Baskı yönü, ulaşılması zor destek alanları oluşturur.
Pratik çözümler:
- Yazıcı destekliyorsa çözünebilir destek malzemesi kullanın.
- Destek Z mesafesini yaklaşık olarak ayarlayın. 0,2–0,3 mm başlangıç aralığı olarak.
- Çıkıntıları azaltmak için parçayı yeniden tasarlayın.
- Mümkün olan yerlerde kendinden destekli açılar kullanın.
Meme Tıkanması
Tıkanma, baskıyı durdurabilir veya düzensiz ekstrüzyona neden olabilir.
Yaygın nedenler:
- Filament nem içerir.
- Isı yukarı doğru yayılır ve teli çok erken yumuşatır.
- Meme ucu, karbon fiber takviyeli PEEK malzemeden üretilmiştir.
- Yazıcı, yüksek nozul sıcaklığında beklemede kalıyor.
Pratik çözümler:
- PEEK filamentini kuru halde 120–150°C'de yaklaşık 4 saat Yazdırmadan önce.
- Dolgu malzemesi olarak PEEK kullanırken sertleştirilmiş çelik veya aşınmaya dayanıklı nozullar kullanın.
- Isı kırılması soğutmasını kontrol edin.
- Meme sıcaklığının yüksek olduğu durumlarda uzun süre rölantide kalmaktan kaçının.
Önemli nokta: PEEK 3D baskı, sıcaklık tutarlılığına bağlıdır. Baskı odası ısısı, baskı tablası ısısı, kuru filament ve baskı sonrası tavlama işlemi, nihai parçayı etkiler.
5. PEEK İşleme Problemleri ve Çözümleri

PEEK çubukları, levhaları ve kalıplanmış ham maddeleri genellikle CNC tezgahlarında hassas parçalara dönüştürülür. Metallerle karşılaştırıldığında, PEEK daha düşük sertliğe ve daha yüksek termal genleşmeye sahiptir.
Ensinger'in PEEK işleme bilgileri Ayrıca boyut kontrolü için uygun işleme koşullarının önemine de dikkat çekmektedir.
Hızlı Alet Aşınması
Cam elyafı ve karbon elyafı içeren PEEK aşındırıcıdır. Standart aletler hızla aşınarak boyut kaymasına ve kötü yüzey kalitesine neden olabilir.
Yaygın nedenler:
- Dolgulu PEEK için takım kaplaması uygun değildir.
- Kesme hızı çok yüksek.
- Aletin kenarı körelmiş.
- Talaşlar düzgün bir şekilde çıkarılmıyor.
Pratik çözümler:
- Dolgulu taşlar için elmas kaplı veya CVD elmas aletler kullanın.
- Takviyeli PEEK için kesme hızını yaklaşık olarak aynı seviyede tutun. 100–200 m/dak pratik bir başlangıç aralığı olarak.
- Sürtünmeyi azaltmak için tırmanma frezeleme yöntemini kullanın.
- Aşınma toleransı etkilemeden önce aletleri değiştirin.
Çapaklar ve Parlama
Çapaklar genellikle delik çıkışlarında, ince kenarlarda ve frezelenmiş köşelerde ortaya çıkar.
Yaygın nedenler:
- Kesici uçlar körelmiştir.
- Sondaj deliği açıldığında besleme miktarı çok yüksek.
- Duvarın bir kısmı ince veya desteksiz.
- Son pas, kenarda çok fazla ısı bırakıyor.
Pratik çözümler:
- Aletlerinizi her zaman keskin tutun.
- Matkap ucu delinmeden önce ilerleme hızını azaltın.
- Uygun yerlerde kademeli egzersizler kullanın.
- Yaklaşık olarak bırakın 0,1 mm Hassasiyetin gerekli olduğu son rötuş için.
- İnce kenarlar için kontrollü takım yolları kullanın.
İşleme Sonrası Boyutsal Değişim
Bir parça makinede doğru ölçülebilir, ancak söküldükten veya depolandıktan sonra değişebilir.
Yaygın nedenler:
- PEEK, ısı altında metalden daha fazla genleşir.
- Parça, sıcaklık sabitlenmeden önce ölçüldü.
- Sıkıştırma kuvveti elastik deformasyona neden oldu.
- İşleme sonrasında iç gerilim azaldı.
Pratik çözümler:
- Isıyı kontrol etmek için soğutucu sıvı veya hava soğutma kullanın.
- Kontrol sıcaklığını sabit tutun.
- Aşırı sıkıştırma kuvvetinden kaçının.
- Önce kaba işleme, ardından gerilim giderme tavlaması.
- Tavlama işleminden sonra makinenin kritik boyutlarını kesinleştirin.
Pürüzlü veya Beyaz İşlenmiş Yüzey
Pürüzlü, balık pulu benzeri veya beyazlaşmış bir yüzey, ısı birikimi, takım aşınması veya yetersiz talaş kaldırma işleminden kaynaklanabilir.
Yaygın nedenler:
- Isı yeterince hızlı uzaklaştırılmıyor.
- Talaşlar aletin etrafını sarar veya yüzeyi yeniden keser.
- Alet körelmiş.
- Devir başına besleme miktarı çok yüksek.
Pratik çözümler:
- Soğutucu sıvı veya hava soğutma kullanın.
- İşleme sırasında talaşları temizleyin.
- İş mili hızını artırın ve devir başına ilerleme hızını azaltın.
- Yüksek kaliteli yüzey gereksinimleri için elmas uçlu aletler kullanın.
Önemli nokta: PEEK işleme, metal işleme ile aynı şey değildir. Sıcaklık, sıkıştırma, takım keskinliği ve gerilim giderme, nihai boyutlar üzerinde doğrudan etkiye sahiptir.
Doğru PEEK Kalitesini Nasıl Seçersiniz?

Farklı PEEK kaliteleri işleme süreçlerinde farklı davranışlar sergiler. Enjeksiyon kalıplama için iyi sonuç veren bir kalite, işleme veya 3D baskı için en iyi seçim olmayabilir.
Bakire PEEK
Saf PEEK, saflık, dayanıklılık, kimyasal direnç ve temiz yüzey işleminin önemli olduğu durumlarda kullanılır.
Yaygın kullanım alanları:
- Tıbbi ve laboratuvar bileşenleri
- Elektrik yalıtım parçaları
- Hassas gövdeler
- Kimyasal maddelere dayanıklı bileşenler
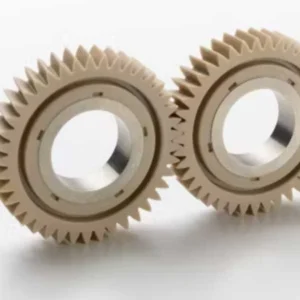
Cam Dolgulu PEEK
Cam elyaf takviyeli PEEK, sertliği ve boyutsal kararlılığı artırır.
Yaygın kullanım alanları:
- Pompa ve kompresör bileşenleri
- Yapısal destekler
- Yüksek sıcaklık armatürleri
- Kalıplanmış endüstriyel parçalar
Karbon Dolgulu PEEK
Karbon dolgulu PEEK, saf PEEK'e kıyasla daha yüksek sertlik, daha düşük termal genleşme ve daha iyi aşınma davranışı sunar.
Yaygın kullanım alanları:
- Yataklar ve burçlar
- Kayar bileşenler
- Havacılık ve otomotiv parçaları
- Hassas işlenmiş bileşenler
ESD veya İletken PEEK
ESD PEEK, statik kontrolün önemli olduğu yerlerde kullanılır.
Yaygın kullanım alanları:
- Yarı iletken armatürleri
- Elektronik taşıma parçaları
- Test soketleri
- Statik kontrol bileşenleri
PTFE Dolgulu veya Aşınmaya Dayanıklı Modifiye Edilmiş PEEK
PTFE dolgulu PEEK, sürtünmeyi azaltabilir ve kayma davranışını iyileştirebilir.
Yaygın kullanım alanları:
- Yüzük takın
- Foklar
- Valf yuvaları
- Düşük sürtünmeli hareketli parçalar
Yüksek sıcaklığa dayanıklı polimerleri karşılaştıran alıcılar için, aşağıdaki hususları incelemek de faydalı olabilir. PFA ve PTFE ve ilgili floropolimer seçenekleri. PEEK genellikle mekanik dayanıklılık için seçilir. PTFE, PFA ve FEP ise genellikle kimyasal direnç, düşük sürtünme ve kaplama veya astar uygulamaları için seçilir.
Pratik PEEK İşleme Kontrol Listesi
Numune alımı, pilot üretim veya seri üretime başlamadan önce bu kontrol listesini kullanın.
Malzeme hazırlığı:
- Lütfen PEEK kalitesini ve dolgu tipini tam olarak doğrulayın.
- Reçine, toz, levha, çubuk veya lifin nemi emip emmediğini kontrol edin.
- Malzemeyi tedarikçinin veri sayfasındaki talimatlara göre kurutun.
- Üretim gerçekleşene kadar ambalajı kapalı tutun.
- Bilinmeyen geri dönüştürülmüş malzemeleri veya kirlenmiş malzemeleri karıştırmaktan kaçının.
Ekipman ve aletler:
- Namlu, kalıp, nozul ve hazne sıcaklık kontrolünü kontrol edin.
- PEEK dökümüne başlamadan önce vidaları, namluları, kanalları ve kalıpları temizleyin.
- Kapı, ray, havalandırma ve soğutma tasarımını onaylayın.
- Hem ham PEEK hem de takviyeli PEEK için uygun aletler kullanın.
- Yüksek sıcaklık gerektiren ekipmanlar için yeterli ısıtma süresi hazırlayın.
Proses kontrolü:
- Karbonlaşmayı azaltmak için bekleme süresini kontrol edin.
- Stres kontrolünün önemli olduğu durumlarda ani soğumadan kaçının.
- Gerektiğinde, sıkıştırma kalıplama yöntemiyle üretilen parçalar, baskı yöntemiyle üretilen parçalar ve hassas işlenmiş parçalar için tavlama işlemi uygulayın.
- Denemeler sırasında işlem ayarlarını kaydedin.
- Parçaların boyutlarını yalnızca üretimden hemen sonra değil, stabilizasyon sonrasında da karşılaştırın.
Kalite kontrolleri:
- Yüzeyin dokusunu, rengini ve görünür kusurlarını inceleyin.
- Gerektiğinde iç boşlukları kontrol etmek için numuneler kesin.
- Soğuduktan sonra kritik boyutları ölçün.
- Mümkün olduğunca parçaları gerçek çalışma koşullarında test edin.
- İzlenebilirlik için parti kayıtlarını tutun.
Önemli nokta: PEEK'te oluşan reddedilmeler genellikle önlenebilir. Net bir kontrol listesi, alıcıların ve fabrikaların malzeme onay sürecinde deneme yanılma yöntemini azaltmalarına yardımcı olur.
PEEK Malzeme ve İşleme Desteği Talebi
Kalıplama, ekstrüzyon, sıkıştırmalı kalıplama, 3D baskı veya işleme için bir PEEK kalitesi seçiyorsanız, uygulama ve işlem detaylarınızı bizimle paylaşın. Kalite seçeneklerini, veri sayfalarını, numune ihtiyaçlarını ve tedarik gereksinimlerini incelemenize yardımcı olabiliriz.
Peflon şunları destekleyebilir:
- PEEK reçinesi ve granülleri
- Sıkıştırmalı kalıplama ve kaplama ile ilgili uygulamalar için PEEK tozu.
- Virgin PEEK, GF PEEK, CF PEEK ve ESD PEEK
- PTFE dolgulu ve aşınmaya dayanıklı modifiye edilmiş PEEK
- Dağıtımcılar ve alt kademe fabrikalar için malzeme seçimi
- Deneme çalışmaları ve üretim incelemesi için işleme kılavuzu
Peflon ile iletişime geçin. Veri sayfası, örnek veya fiyat teklifi istemek için.
SSS
PEEK malzemesi nedir?
PEEK veya polietereterketon, yarı kristal yapılı, yüksek sıcaklığa dayanıklı bir termoplastiktir. Isı direnci, kimyasal direnç, mukavemet ve boyutsal kararlılık gerektiren mühendislik uygulamalarında kullanılır.
PEEK malzemesi hangi sıcaklıkta kurutulmalıdır?
PEEK reçinesi için yaygın bir kurutma koşulu şudur: 150°C'de 3-4 saat Ekstrüzyon veya enjeksiyon kalıplama işleminden önce, PEEK filament genellikle kurutulur. 120–150°C'de yaklaşık 4 saat Yazdırmadan önce. Her zaman ilgili kalite için tedarikçinin veri sayfasına uyun.
PEEK işleme sırasında neden siyah lekeler oluşur?
Siyah lekeler genellikle karbonlaşmış malzemeden kaynaklanır. Yaygın nedenler arasında aşırı sıcaklık, uzun bekleme süresi, vida veya kalıptaki ölü bölgeler, yetersiz temizlik veya aşırı kesme ısısı bulunur.
PEEK, enjeksiyon kalıplama işleminden sonra neden deforme olur?
PEEK malzemesinde oluşan deformasyon genellikle düzensiz kalıp sıcaklığı, dengesiz dolum, aşırı artık gerilim, kötü soğutma tasarımı veya kontrolsüz kristalleşmeden kaynaklanır.
PEEK malzemesi 3D yazıcıda basılabilir mi?
Evet. PEEK, yüksek sıcaklıklı FDM ekipmanıyla basılabilir. Daha iyi boyutsal kararlılık için yüksek nozul sıcaklığı, ısıtmalı tabla, ısıtmalı hazne, kuru filament ve dikkatli tavlama işlemi gerektirir.
PEEK malzemesinin işlenmesi zor mu?
PEEK hassas bir şekilde işlenebilir, ancak keskin takımlar, kontrollü sıkıştırma, iyi talaş kaldırma ve sıcaklık kontrolü gerektirir. Cam elyaf takviyeli ve karbon elyaf takviyeli PEEK kaliteleri, saf PEEK'e göre takımları daha hızlı aşındırabilir.
Aşınma parçaları için en iyi PEEK kalitesi hangisidir?
Karbon dolgulu PEEK ve PTFE dolgulu PEEK, aşınma parçaları için yaygın tercihlerdir. Doğru kalite, yüke, hıza, sıcaklığa, temas yüzeyine ve kimyasal maruziyete bağlıdır.
Peflon, ekstrüzyon, kalıplama ve işleme için PEEK tedarik edebilir mi?
Evet. Peflon, ekstrüzyon, enjeksiyon kalıplama, sıkıştırma kalıplama, 3D baskı ve CNC işleme uygulamaları için PEEK reçinesi, PEEK tozu, saf PEEK, takviyeli PEEK, ESD PEEK ve PTFE dolgulu PEEK tedarik etmektedir.
Götürmek
PEEK, zorlu uygulamalar için tercih edilir, ancak nihai kalitesi büyük ölçüde işleme kontrolüne bağlıdır. Kurutma, sıcaklık, basınç, soğutma, tavlama, kalıplama ve parça tasarımı, bitmiş parçayı etkileyen faktörlerdir.
Üretim için PEEK satın alıyorsanız, sadece veri sayfasına bakmayın. İşleme yolunu da inceleyin. Doğru kalite, doğru işleme aralığıyla eşleştirildiğinde, kusurları azaltabilir, tedariği istikrara kavuşturabilir ve üretimi ölçeklendirmeyi kolaylaştırabilir.