Polyetheretherketon (PEEK) ist ein hochtemperaturbeständiger technischer Kunststoff, der eingesetzt wird, wenn Standardkunststoffe die Anforderungen an Hitzebeständigkeit, Chemikalienbeständigkeit, Verschleißfestigkeit oder Maßhaltigkeit nicht erfüllen. Die endgültige Qualität eines PEEK-Bauteils hängt jedoch von mehr als nur der Materialgüte ab.
Die Verarbeitung ist wichtig.
Dieser Leitfaden erläutert häufige PEEK-Fehler bei Extrusion, Spritzguss, Formpressen, FDM-3D-Druck und CNC-Bearbeitung. Er richtet sich an Einkäufer, F&E-Teams, Supply-Chain-Manager, Produktmanager, Händler und nachgelagerte Hersteller, die eine stabile Produktion, weniger Ausschuss und eine klarere Materialauswahl benötigen.
PEEK hat einen Schmelzpunkt von etwa 343°C, entsprechend Wikipedia-Übersicht zu Polyetheretherketon. Der hohe Schmelzpunkt ist zwar bei anspruchsvollen Anwendungen von Vorteil, führt aber auch zu einem engeren Verarbeitungsfenster als bei vielen Standard-Kunststoffen.
Wir bei Peflon liefern PEEK-Material für Spritzguss-, Extrusions-, Formpress-, Compoundier- und Bearbeitungsanwendungen. Wir unterstützen auch verwandte Hochleistungspolymere, darunter PTFE-Dispersion Und PFA-Materialien.
Warum die PEEK-Verarbeitung eine sorgfältige Kontrolle erfordert
PEEK ist ein teilkristalliner thermoplastischer Kunststoff. Seine Kristallinität, Abkühlgeschwindigkeit und thermische Vorgeschichte können Festigkeit, Schrumpfung, Oberflächenbeschaffenheit und Dimensionsstabilität beeinflussen.
Für Einkaufsteams ist dies relevant, da Ausschussware teuer ist. Für Forschungs- und Entwicklungsteams sind Testdaten aus einem einzelnen Versuch möglicherweise nicht mit der Serienproduktion vergleichbar, wenn sich der Prozess ändert. Für Supply-Chain-Manager muss eine gleichbleibende Qualität zudem zu den Anlagen und dem Produktionszyklus des Kunden passen.
Wichtige zu prüfende Verarbeitungsfaktoren:
- Trocknung: Feuchtigkeit kann Blasen, Hohlräume, raue Oberflächen und instabile Strömung verursachen.
- Temperaturregelung: PEEK benötigt hohe Temperaturen, aber zu hohe Temperaturen oder zu lange Verweilzeiten können zu einer Verkohlung führen.
- Druck und Packung: Unzureichender Druck kann zu Einfallstellen, Hohlräumen oder unvollständiger Füllung führen.
- Abkühlen und Glühen: Eine schnelle Abkühlung kann zu erhöhten inneren Spannungen und Dimensionsänderungen führen.
- Werkzeuge und Vorrichtungen: PEEK dehnt sich stärker aus als Metall und kann sich unter hoher Klemmkraft verformen.
Wichtigster Punkt: Die PEEK-Verarbeitung erfordert die Abstimmung von Material und Prozess. Eine Parameteränderung kann hilfreich sein, aber für eine stabile Produktion ist in der Regel eine vollständige Prozessüberprüfung notwendig.
1. Probleme und Lösungen für die PEEK-Extrusion

PEEK-Extrusion wird häufig zur Herstellung von Stäben, Platten, Rohren, Profilen und anderen Halbzeugen verwendet. Diese Teile können später zu Dichtungen, Buchsen, Lagern, Pumpenteilen oder Präzisionskomponenten weiterverarbeitet werden.
Oberflächenrauheit oder ungeschmolzene Partikel
Eine raue Oberfläche mit weißen oder ungeschmolzenen Partikeln bedeutet in der Regel, dass die Schmelze nicht vollständig plastifiziert ist.
Häufige Ursachen:
- Die Zylinder- oder Matrizentemperatur ist zu niedrig.
- Der Durchflusskanal ist zu groß.
- Der Die wurde vor dem Start nicht vollständig vorgeheizt.
- Die Verweilzeit ist im Schmelzstrom ungleichmäßig.
Praktische Lösungen:
- Erhöhen Sie die Lauf- und Matrizentemperatur innerhalb des empfohlenen Bereichs.
- Reduzieren Sie nach Möglichkeit das Volumen überdimensionierter Matrizenkanäle.
- Die Schmelzemischung vor dem Formen verbessern.
- Vor Beginn der stabilen Produktion die Matrize vollständig vorheizen.
Oberfläche von Orangenschalen
Die Textur mit Orangenschalenmuster wirkt uneben und matt. Sie deutet häufig auf einen mangelhaften Schmelzfluss, eine raue Düsenoberfläche oder eine zu aggressive Kühlung hin.
Häufige Ursachen:
- Die Schmelztemperatur ist zu niedrig.
- Die Oberfläche ist schmutzig, abgenutzt oder nicht poliert.
- Die Abkühlung nach der Extrusion erfolgt zu schnell.
- Das Material ist ungleichmäßigen Temperaturzonen ausgesetzt.
Praktische Lösungen:
- Die Material- oder Werkzeugtemperatur moderat erhöhen.
- Die Werkzeugoberfläche reinigen und polieren.
- Vermeiden Sie plötzliches Ablöschen.
- Durch stufenweise Kühlung lässt sich die innere Spannung reduzieren.
Hohlräume oder Porosität
Hohlräume können im Profilinneren oder nahe der Oberfläche auftreten. Sie können die mechanische Festigkeit, die Dichtigkeit und die Lebensdauer beeinträchtigen.
Häufige Ursachen:
- Das PEEK-Harz war nicht ausreichend getrocknet.
- Feuchtigkeit oder flüchtige Bestandteile wurden in der Schmelze eingeschlossen.
- Der Formdruck war zu niedrig.
- Die äußere Schicht kühlte zu schnell ab und schloss das Gas im Inneren ein.
Praktische Lösungen:
- PEEK vor der Extrusion trocknen. Ein üblicher Ausgangspunkt ist 150 °C für 3–4 Stunden, Halten Sie sich aber immer an das Datenblatt des Herstellers.
- Durch allmähliches Erhitzen werden Feuchtigkeit und eingeschlossene Gase freigesetzt.
- Erhöhen Sie den Formdruck, um die Schmelze zu verdichten.
- Harz vor der Weiterverarbeitung in versiegelter Verpackung lagern.
Schwarze Flecken oder schwarzer Kern
Schwarze Flecken, schwarze Linien oder ein dunkler Kern sind in der Regel Anzeichen für verkohltes Material.
Häufige Ursachen:
- Totzonen im Lauf, der Schraube, dem Adapter oder der Matrize.
- Zu hohe Verarbeitungstemperatur.
- Lange Verweildauer.
- Hoher Druck verursacht lokale Überhitzung.
- Fasergefüllte Sorten erzeugen unter hoher Scherung zusätzliche Wärme.
Praktische Lösungen:
- Nach jeder Produktionscharge müssen Lauf, Schraube und Matrize gereinigt werden.
- Vermeiden Sie zu hohe Temperatureinstellungen.
- Verkürzung der Verweilzeit beim Anfahren und Abschalten.
- Steuerkopfdruck.
- Bei glasfaserverstärktem oder kohlenstofffaserverstärktem PEEK sollte unnötige Scherung reduziert werden.
Spiralmarken beim Stangenextrusionsverfahren
Spiralförmige Markierungen im Inneren eines PEEK-Stabs können der Gewinderichtung folgen. Sie können die innere Homogenität und die mechanische Konsistenz beeinträchtigen.
Häufige Ursachen:
- Die Schmelze behält nach dem Verlassen der Schnecke eine Rotationsströmung bei.
- Das gerade Land ist zu kurz.
- Die Schnecken- oder Zylinderwand weist Verunreinigungen auf.
- Der Schmelzdruck ist vor der Düse nicht stabil.
Praktische Lösungen:
- Eine Brecherplatte hinzufügen oder verbessern.
- Vergrößern Sie die Walzenstegelänge.
- Reinigen Sie Schraube und Zylinder sorgfältig.
- Den Schmelzedruck vor der vollen Produktionsphase stabilisieren.
Wichtigster Punkt: Bei der PEEK-Extrusion sind sowohl die Oberflächenqualität als auch die innere Struktur von Bedeutung. Ein sauberer Fließweg, ein stabiles Wärmeprofil und ein kontrolliertes Kühlkonzept sind unerlässlich.
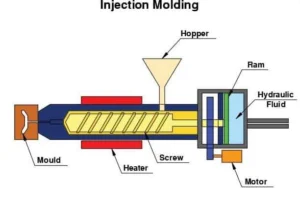
2. Probleme und Lösungen beim PEEK-Spritzgießen

Das Spritzgießen eignet sich für komplexe PEEK-Teile mit enger Geometrie, dünnen Querschnitten, Rippen, Löchern und Befestigungselementen.
Vergilbung, Verdunkelung oder schwarze Flecken
Farbveränderungen oder schwarze Partikel deuten oft auf thermische Zersetzung oder Verunreinigung hin.
Häufige Ursachen:
- Die Temperatur im Zylinder oder im Verteilerrohr ist zu hoch.
- Das Material verbleibt zu lange im Fass.
- Schraube und Zylinder weisen verkohlte Rückstände auf.
- Das Harz wurde vor dem Formen nicht getrocknet.
- Zu hohe Einspritzgeschwindigkeit erzeugt übermäßige Scherwärme.
Praktische Lösungen:
- Senken Sie die Zylinder- oder Kanaltemperatur, wenn eine Zersetzung vermutet wird.
- Reinigen Sie die Schraube und den Zylinder vor dem PEEK-Lauf.
- Passen Sie die Schussgröße an die Maschine an, um die Verweilzeit zu steuern.
- Harz vor dem Formen trocknen lassen.
- Die Einspritzgeschwindigkeit ist an die Bauteilstruktur und die Angussgestaltung anzupassen.
Einfallstellen und Schwindung
Einsinkstellen treten üblicherweise in dicken Abschnitten oder hinter Rippen auf.
Häufige Ursachen:
- Der Haltedruck ist zu niedrig.
- Die Haltezeit ist zu kurz.
- Der Anguss friert ein, bevor das Teil vollständig verpackt ist.
- Das Tor ist zu klein oder zu weit von dicken Bauteilen entfernt.
- Die Wandstärke variiert zu stark.
Praktische Lösungen:
- Erhöhen Sie den Haltedruck.
- Haltezeit verlängern.
- Schmelztemperatur anpassen.
- Vergrößern Sie die Torgröße bei Bedarf.
- Platzieren Sie das Tor in der Nähe von dichter bewachsenen Bereichen, sofern die Konstruktion dies zulässt.
Schweißnähte und Schwachstellen
Schweißnähte entstehen häufig dort, wo zwei Schmelzfronten aufeinandertreffen, beispielsweise um Löcher oder Mehrkanal-Schmelzwege herum.
Häufige Ursachen:
- Die Schimmeltemperatur ist zu niedrig.
- Die Temperatur der Schmelzfront sinkt vor dem Zusammentreffen.
- An der Schweißnaht ist Luft eingeschlossen.
- Die Position des Tores erzeugt eine Schweißnaht in einem belasteten Bereich.
- Der Schmelzeflussweg ist zu lang oder unausgewogen.
Praktische Lösungen:
- Erhöhen Sie die Formtemperatur.
- Schmelztemperatur und Einspritzgeschwindigkeit innerhalb sicherer Grenzen erhöhen.
- Schimmelentlüftung verbessern.
- Schweißnähte sollten von hochbelasteten Bereichen ferngehalten werden.
- Fügen Sie gegebenenfalls Überlaufbecken hinzu.
Fehlschuss oder unvollständige Füllung
PEEK hat eine hohe Schmelzviskosität, daher kann es bei dünnwandigen oder langfließenden Teilen zu Füllproblemen kommen.
Häufige Ursachen:
- Der Einspritzdruck ist zu niedrig.
- Die Einspritzgeschwindigkeit ist zu langsam.
- Die Schimmeltemperatur ist zu niedrig.
- Die Schrotmenge ist unzureichend.
- Die Abmessungen des Schiebers oder des Kanals begrenzen den Durchfluss.
Praktische Lösungen:
- Erhöhen Sie den Einspritzdruck und die Einspritzgeschwindigkeit.
- Um ein vorzeitiges Einfrieren zu verhindern, sollte die Formtemperatur erhöht werden.
- Prüfen Sie die Schussgröße und die Maschinenkapazität.
- Vergrößern Sie bei Bedarf die Abmessungen von Tor und Laufschiene.
- Durch den Einbau von Belüftungsöffnungen kann der Widerstand der eingeschlossenen Luft verringert werden.
Verformung und Deformation
Die Verformung von PEEK hängt eng mit Kristallinität, ungleichmäßiger Abkühlung, Eigenspannungen und unausgewogener Füllung zusammen.
Häufige Ursachen:
- Die Temperatur in der Form ist ungleichmäßig.
- Der Temperaturunterschied zwischen Vorder- und Rückseite der Form ist zu groß.
- Der Haltedruck erzeugt übermäßige Restspannungen.
- Die Toranordnung ist unausgewogen.
- Die Abkühlzeit ist zu kurz.
Praktische Lösungen:
- Die Temperatur in der Form sollte gleichmäßig sein.
- Die Temperaturdifferenz in der Form muss in einem engen Bereich gehalten werden.
- Haltedruck und Haltezeit einstellen.
- Verwenden Sie ein symmetrisches Gate-Design.
- Verlängern Sie die Abkühlzeit vor dem Ausstoß.
Wichtigster Punkt: Bei PEEK-Spritzguss sind die Werkzeugtemperatur und die Verweilzeit zwei der wichtigsten Kontrollfaktoren.
3. Probleme und Lösungen beim PEEK-Pressformen

Das Formpressen wird häufig für PEEK-Platten, -Stäbe, -Blöcke und Teile verwendet, die einen hohen Materialverbrauch oder spezielle Abmessungen erfordern.
Hohlräume oder Vakuumlöcher
Hohlräume im Inneren von Formteilen wie Blechen oder Stäben können die mechanische Festigkeit und die Dichtigkeit beeinträchtigen.
Häufige Ursachen:
- Das Material war nicht ausreichend getrocknet.
- Beim Beladen wurde Feuchtigkeit oder Luft eingeschlossen.
- Der Pressdruck (kalt oder heiß) war zu niedrig.
- Das Heizprofil verhinderte das Entweichen eingeschlossener Gase.
Praktische Lösungen:
- PEEK-Pulver oder Harz vor dem Formen gründlich trocknen lassen.
- Die Feuchtigkeit vor dem Beladen so gering wie möglich halten.
- Erhöhen Sie den Kalt- und Warmpressdruck.
- Durch die Anwendung von Druckstufen kann das interne Gas besser entfernt werden.
Materialverlust an Kanten und Grat
Durch Gratbildung kann Druck aus der Form abgelassen werden. In diesem Fall kann es vorkommen, dass der Kern des Formteils unterfüllt oder weniger dicht ist.
Häufige Ursachen:
- Der Schimmelabstand ist zu groß.
- Durch übermäßigen Blitzschlag geht Druck verloren.
- Die Schließgeschwindigkeit der Form ist zu langsam.
- Die Pressgeschwindigkeit ist nicht konstant.
Praktische Lösungen:
- Schimmelpilzentfernung kontrollieren, oft etwa 0,05–0,10 mm abhängig von der Werkzeugkonstruktion.
- Mithilfe von Abstandshaltern lässt sich die Bauteildicke steuern.
- Schließen Sie die Form, bevor die Schmelze nicht mehr flüssig ist.
- Gleichmäßigen Druck und gleichmäßige Pressgeschwindigkeit beibehalten.
Rissbildung während oder nach dem Entformen
Kompressionsgeformtes PEEK kann aufgrund der Kristallinität und der Abkühlungsgeschichte hohe innere Spannungen aufweisen.
Häufige Ursachen:
- Das Teil wird im zu heißen Zustand entformt.
- Die Abkühlung erfolgt zu schnell.
- Der Glühprozess wird nicht kontrolliert.
- Die Formkontaktflächen erzeugen eine hohe Entformungskraft.
Praktische Lösungen:
- Nach dem Formen langsam glühen.
- Vermeiden Sie ein erzwungenes Entformen oberhalb der Formgrenze. 150 °C.
- Polieren Sie die Formkontaktflächen.
- Die Kühlung sollte kontrolliert erfolgen, anstatt den Zyklus zu beschleunigen.
Oberflächenkarbonisierung oder -kontamination
Geschwärzte, blasenbildende oder verschmutzte Oberflächenbereiche entstehen oft durch lange Erhitzungszeiten, verschmutzte Werkzeuge oder Materialverunreinigungen.
Häufige Ursachen:
- Die Aufheizzeit ist zu lang.
- Die Schimmeloberfläche ist nicht sauber.
- Der Trockenofen enthält Staub oder Rückstände.
- Beim Beladen wird Material freigelegt.
Praktische Lösungen:
- Die Aufheizzeit sorgfältig kontrollieren.
- Formen vor der Produktion reinigen.
- Trocknende Geräte und Ladehilfsmittel sauber halten.
- PEEK-Materialien in verschlossener, trockener Verpackung lagern.
Wichtigster Punkt: Fehler beim Formpressen liegen oft im Inneren des Bauteils verborgen. Sorgfältiges Trocknen, präzise Druckkontrolle und Glühen tragen dazu bei, innere Fehler vor der Bearbeitung zu reduzieren.
4. Probleme und Lösungen beim PEEK 3D-Druck
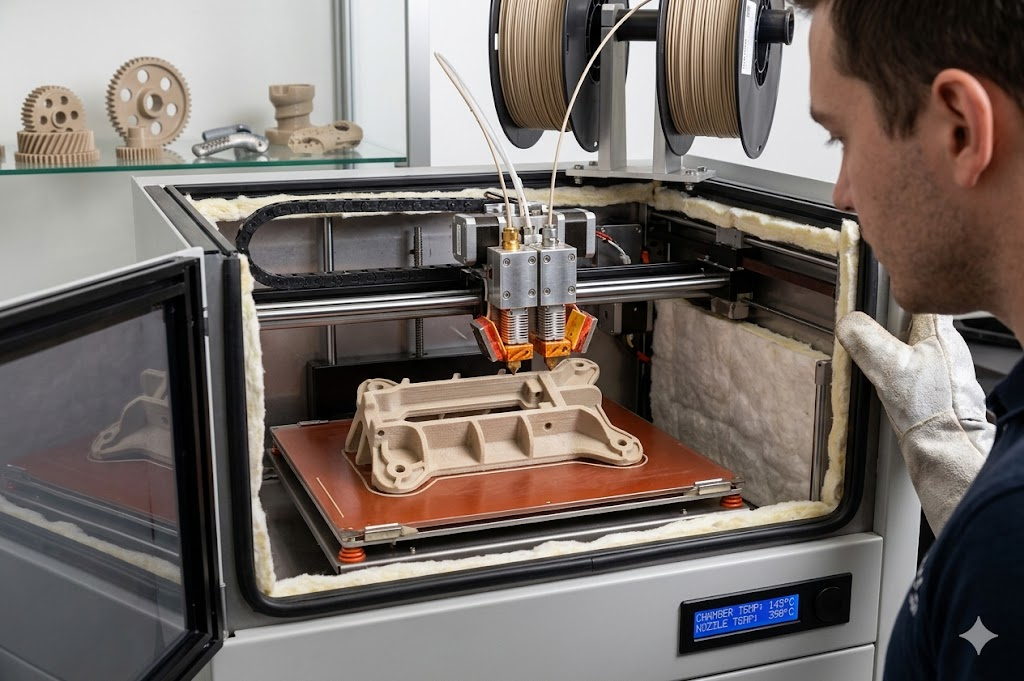
Das PEEK-FDM-Druckverfahren wird für Prototypen, Kleinserienteile, Vorrichtungen, medizinische Modelle und kundenspezifische Industriekomponenten eingesetzt.
Ein typischer Desktop-Drucker für PLA oder ABS reicht nicht aus.
Schichtablösung
Schichtablösung tritt auf, wenn die gedruckten Schichten nicht gut miteinander verbunden sind.
Häufige Ursachen:
- Die Kammertemperatur ist zu niedrig.
- Der Temperaturunterschied zwischen den Schichten ist zu groß.
- Die Druckgeschwindigkeit ist zu hoch.
- Die Düsentemperatur liegt unterhalb des für das Filament empfohlenen Bereichs.
Praktische Lösungen:
- Verwenden Sie eine beheizte Kammer. Eine Kammertemperatur von 90 °C oder höher ist oft erforderlich, und 120 °C oder höher wird bevorzugt, sofern der Drucker dies zulässt.
- Druckgeschwindigkeit reduzieren.
- Die Düsentemperatur wird anhand der Filamentführung erhöht.
- Die gedruckten Teile sollten nach dem Drucken getempert werden, um die Schichthaftung zu verbessern.
Verzug oder Bettablösung
PEEK schrumpft beim Abkühlen. Ecken können sich ablösen, und das Modell kann sich von der Bauplatte lösen.
Häufige Ursachen:
- Die Betttemperatur ist zu niedrig.
- Die Bauoberfläche haftet nicht gut an PEEK.
- Teile an den Ecken kühlen zu schnell ab.
- Die Kontaktfläche zwischen Werkstück und Bett ist zu klein.
Praktische Lösungen:
- Verwenden Sie eine PEI-Bauplatte oder einen Hochtemperaturklebstoff.
- Halten Sie die Betttemperatur bei etwa 140–160 °C sofern die Ausrüstung es zulässt.
- Um den Bettkontakt zu erhöhen, sollte ein Rand angebracht werden.
- Vermeiden Sie es, scharfe Ecken direkt auf der Bauplatte zu platzieren.
Schwierigkeit beim Entfernen der Stütze
PEEK-Stützstrukturen können sich zu stark mit dem Bauteil verbinden.
Häufige Ursachen:
- Der Abstand der Stütze in Z-Richtung ist zu gering.
- Das Stützmaterial besteht aus dem gleichen PEEK-Material wie das Bauteil.
- Die Konstruktion mit Überhang erfordert zu viel Stützkonstruktion.
- Durch die Ausrichtung des Drucks entstehen schwer zugängliche Stützbereiche.
Praktische Lösungen:
- Verwenden Sie lösliches Stützmaterial, sofern der Drucker dies unterstützt.
- Stellen Sie den Z-Abstand der Stütze auf etwa ein. 0,2–0,3 mm als Ausgangspunkt.
- Das Bauteil sollte so umgestaltet werden, dass die Überhänge reduziert werden.
- Verwenden Sie nach Möglichkeit selbsttragende Winkel.
Düsenverstopfung
Verstopfungen können den Druckvorgang stoppen oder zu ungleichmäßigem Materialaustritt führen.
Häufige Ursachen:
- Der Glühfaden enthält Feuchtigkeit.
- Die Hitze kriecht nach oben und erweicht das Filament zu früh.
- Die Düse ist aus kohlenstofffaserverstärktem PEEK gefertigt.
- Der Drucker steht bei hoher Düsentemperatur still.
Praktische Lösungen:
- Trockenes PEEK-Filament bei 120–150 °C für etwa 4 Stunden vor dem Drucken.
- Verwenden Sie für gefülltes PEEK gehärtete Stahl- oder verschleißfeste Düsen.
- Überprüfen Sie die Kühlung des Heatbreaks.
- Vermeiden Sie lange Leerlaufzeiten bei hoher Düsentemperatur.
Wichtigster Punkt: Beim PEEK-3D-Druck kommt es auf eine konstante Temperatur an. Kammertemperatur, Betttemperatur, trockenes Filament und das Tempern nach dem Druck beeinflussen das Endprodukt.
5. Probleme und Lösungen bei der PEEK-Bearbeitung

PEEK-Stäbe, -Platten und -Formteile werden häufig CNC-gefräst, um Präzisionsteile herzustellen. Im Vergleich zu Metallen weist PEEK eine geringere Steifigkeit und eine höhere Wärmeausdehnung auf.
Informationen zur PEEK-Bearbeitung von Ensinger weist außerdem auf die Bedeutung geeigneter Bearbeitungsbedingungen für die Maßhaltigkeit hin.
Schneller Werkzeugverschleiß
Glasfaserverstärktes und kohlenstoffverstärktes PEEK sind abrasiv. Standardwerkzeuge können sich schnell abnutzen, was zu Maßabweichungen und einer schlechten Oberflächengüte führt.
Häufige Ursachen:
- Werkzeugbeschichtungen sind für gefülltes PEEK nicht geeignet.
- Die Schnittgeschwindigkeit ist zu hoch.
- Die Werkzeugschneide ist stumpf.
- Die Späne werden nicht sauber entfernt.
Praktische Lösungen:
- Verwenden Sie diamantbeschichtete oder CVD-Diamantwerkzeuge für gefüllte Körnungen.
- Bei verstärktem PEEK sollte die Schnittgeschwindigkeit etwa gleich bleiben. 100–200 m/min als praktischer Ausgangspunkt.
- Durch Gleichlauffräsen lässt sich Reibung reduzieren.
- Tauschen Sie die Werkzeuge aus, bevor der Verschleiß die Toleranz beeinträchtigt.
Grate und Blitze
Grate treten häufig an Lochaustrittsstellen, dünnen Kanten und gefrästen Ecken auf.
Häufige Ursachen:
- Die Schneide ist stumpf.
- Der Vorschub beim Bohrdurchbruch ist zu hoch.
- Die Wand ist teilweise dünn oder ungestützt.
- Der letzte Durchgang lässt zu viel Hitze am Rand zurück.
Praktische Lösungen:
- Werkzeuge scharf halten.
- Vorschub vor dem Bohrdurchbruch reduzieren.
- Verwenden Sie gegebenenfalls Stufenbohrer.
- Verlassen Sie etwa 0,1 mm für einen letzten, präzisen Pass, bei dem es auf Genauigkeit ankommt.
- Verwenden Sie kontrollierte Werkzeugwege für dünne Kanten.
Dimensionsänderung nach der Bearbeitung
Ein Bauteil kann an der Maschine korrekte Maße haben, sich aber nach dem Ausspannen oder der Lagerung verändern.
Häufige Ursachen:
- PEEK dehnt sich unter Hitzeeinwirkung stärker aus als Metall.
- Das Bauteil wurde vor der Temperaturstabilisierung vermessen.
- Die Klemmkraft verursachte eine elastische Verformung.
- Die inneren Spannungen wurden durch die Bearbeitung abgebaut.
Praktische Lösungen:
- Zur Wärmeregulierung Kühlmittel oder Luftkühlung verwenden.
- Die Inspektionstemperatur muss konstant bleiben.
- Vermeiden Sie übermäßige Klemmkräfte.
- Zuerst grob bearbeiten, dann spannungsarmglühen.
- Die kritischen Maschinenabmessungen nach dem Glühen fertigstellen.
Raue oder weiße, bearbeitete Oberfläche
Eine raue, schuppenartige oder weißliche Oberfläche kann durch Hitzestau, Werkzeugverschleiß oder mangelhafte Spanabfuhr entstehen.
Häufige Ursachen:
- Die Wärme wird nicht schnell genug abgeführt.
- Die Späne wickeln sich um das Werkzeug oder schneiden die Oberfläche erneut ab.
- Das Werkzeug ist stumpf.
- Der Materialverbrauch pro Umdrehung ist zu hoch.
Praktische Lösungen:
- Kühlmittel oder Luftkühlung verwenden.
- Späne während der Bearbeitung entfernen.
- Erhöhen Sie die Spindeldrehzahl und verringern Sie den Vorschub pro Umdrehung.
- Für höchste Oberflächenqualitätsanforderungen sollten Diamantwerkzeuge verwendet werden.
Wichtigster Punkt: Die Bearbeitung von PEEK unterscheidet sich von der Metallbearbeitung. Temperatur, Einspanntechnik, Werkzeugschärfe und Spannungsarmglühen haben einen direkten Einfluss auf die Endabmessungen.
Wie man den richtigen PEEK-Grad auswählt

PEEK-Typen verhalten sich bei der Verarbeitung unterschiedlich. Ein Typ, der sich gut für das Spritzgießen eignet, ist möglicherweise nicht die beste Wahl für die maschinelle Bearbeitung oder den 3D-Druck.
Jungfrauen-Einblick
Reines PEEK wird verwendet, wenn Reinheit, Zähigkeit, Chemikalienbeständigkeit und eine saubere Oberflächenbeschaffenheit wichtig sind.
Übliche Anwendungsgebiete:
- Medizinische und Laborkomponenten
- Teile der elektrischen Isolierung
- Präzisionsgehäuse
- Chemikalienbeständige Komponenten
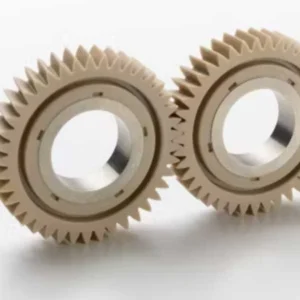
Glasgefülltes PEEK
Glasfaserverstärktes PEEK verbessert die Steifigkeit und Dimensionsstabilität.
Übliche Anwendungsgebiete:
- Pumpen- und Kompressorkomponenten
- Strukturklammern
- Hochtemperaturarmaturen
- Geformte Industrieteile
Mit Kohlenstoff gefülltes PEEK
Mit Kohlenstoff gefülltes PEEK bietet eine höhere Steifigkeit, eine geringere Wärmeausdehnung und ein besseres Verschleißverhalten als reines PEEK.
Übliche Anwendungsgebiete:
- Lager und Buchsen
- Gleitkomponenten
- Luft- und Raumfahrt- sowie Automobilteile
- Präzisionsgefertigte Bauteile
ESD oder leitfähiges PEEK
ESD PEEK wird dort eingesetzt, wo statische Kontrolle wichtig ist.
Übliche Anwendungsgebiete:
- Halbleitervorrichtungen
- Elektronik-Handhabungsteile
- Testbuchsen
- Komponenten zur statischen Steuerung
PTFE-gefülltes oder verschleißmodifiziertes PEEK
Mit PTFE gefülltes PEEK kann die Reibung verringern und das Gleitverhalten verbessern.
Übliche Anwendungsgebiete:
- Trage Ringe
- Dichtungen
- Ventilsitze
- bewegliche Teile mit geringer Reibung
Für Käufer, die Hochtemperaturpolymere vergleichen, kann es auch hilfreich sein, einen Überblick zu geben. PFA vs. PTFE und verwandte Fluorpolymere. PEEK wird häufig aufgrund seiner mechanischen Festigkeit gewählt. PTFE, PFA und FEP werden häufig aufgrund ihrer Chemikalienbeständigkeit, geringen Reibung und ihrer Eignung für Beschichtungen oder Auskleidungen ausgewählt.
Praktische Checkliste zur PEEK-Verarbeitung
Nutzen Sie diese Checkliste vor der Bemusterung, Pilotläufen oder der Massenproduktion.
Materialvorbereitung:
- Bitte bestätigen Sie die genaue PEEK-Sorte und den Füllstofftyp.
- Prüfen Sie, ob das Harz, Pulver, die Platte, der Stab oder das Filament Feuchtigkeit aufgenommen hat.
- Das Material gemäß dem Datenblatt des Lieferanten trocknen.
- Die Verpackung bis zur Produktion versiegelt lassen.
- Das Mischen mit unbekanntem Mahlgut oder verunreinigtem Material ist zu vermeiden.
Ausrüstung und Werkzeuge:
- Überprüfen Sie die Temperaturregelung von Lauf, Matrize, Form, Düse und Kammer.
- Vor dem PEEK-Einsatz müssen Schnecken, Zylinder, Angusskanäle und Formen gereinigt werden.
- Bestätigung der Auslegung von Einlasskanal, Einlasssystem, Entlüftung und Kühlung.
- Verwenden Sie geeignete Werkzeuge für reines oder verstärktes PEEK.
- Planen Sie ausreichend Aufheizzeit für Hochtemperaturgeräte ein.
Prozesssteuerung:
- Durch die Kontrolle der Verweilzeit lässt sich die Karbonisierung reduzieren.
- Vermeiden Sie plötzliche Abkühlung, wenn Stresskontrolle wichtig ist.
- Bei Bedarf sollte eine Glühbehandlung für formgepresste Teile, gedruckte Teile und präzisionsgefertigte Teile durchgeführt werden.
- Protokollieren Sie die Prozesseinstellungen während der Testläufe.
- Vergleichen Sie die Bauteilabmessungen nach der Stabilisierung, nicht nur unmittelbar nach der Produktion.
Qualitätskontrollen:
- Oberflächenbeschaffenheit, Farbe und sichtbare Mängel prüfen.
- Bei Bedarf Proben anfertigen, um auf innere Hohlräume zu prüfen.
- Messen Sie die kritischen Abmessungen nach dem Abkühlen.
- Teile nach Möglichkeit unter realen Einsatzbedingungen testen.
- Führen Sie Chargenprotokolle zur Rückverfolgbarkeit.
Wichtigster Punkt: PEEK-Ausschuss lässt sich oft vermeiden. Eine übersichtliche Checkliste hilft Einkäufern und Herstellern, den Aufwand für Versuch und Irrtum bei der Materialfreigabe zu reduzieren.
PEEK-Material- und Verarbeitungsunterstützung anfordern
Wenn Sie eine PEEK-Sorte für Spritzguss, Extrusion, Formpressen, 3D-Druck oder maschinelle Bearbeitung auswählen, teilen Sie uns bitte Ihre Anwendungs- und Prozessdetails mit. Wir unterstützen Sie gerne bei der Auswahl der passenden Sorte, der Bereitstellung von Datenblättern, der Ermittlung des Musterbedarfs und der Klärung der Lieferbedingungen.
Peflon kann Folgendes unterstützen:
- PEEK-Harz und -Granulat
- PEEK-Pulver für Kompressionsformung und Beschichtungsanwendungen
- Virgin PEEK, GF PEEK, CF PEEK und ESD PEEK
- PTFE-gefülltes und verschleißmodifiziertes PEEK
- Materialauswahl für Händler und nachgelagerte Fabriken
- Verarbeitungshinweise für Testläufe und Produktionsüberprüfung
Kontaktieren Sie Peflon um ein Datenblatt, ein Muster oder ein Angebot anzufordern.
Häufig gestellte Fragen
Was ist PEEK-Material?
PEEK, oder Polyetheretherketon, ist ein teilkristalliner, hochtemperaturbeständiger thermoplastischer Kunststoff. Er wird in technischen Anwendungen eingesetzt, die Hitzebeständigkeit, Chemikalienbeständigkeit, Festigkeit und Dimensionsstabilität erfordern.
Bei welcher Temperatur sollte PEEK getrocknet werden?
Eine übliche Trocknungsbedingung für PEEK-Harz ist 150 °C für 3–4 Stunden vor der Extrusion oder dem Spritzgießen. PEEK-Filament wird häufig getrocknet bei 120–150 °C für etwa 4 Stunden Vor dem Drucken. Beachten Sie stets die Angaben im Datenblatt des Herstellers für die jeweilige Güteklasse.
Warum entstehen schwarze Flecken während der PEEK-Verarbeitung?
Schwarze Flecken entstehen üblicherweise durch verkohltes Material. Häufige Ursachen sind zu hohe Temperaturen, lange Verweilzeiten, Totzonen in der Schnecke oder Matrize, mangelhafte Reinigung oder übermäßige Scherwärme.
Warum verzieht sich PEEK nach dem Spritzgießen?
PEEK-Verzug wird häufig durch ungleichmäßige Formtemperatur, unausgewogene Füllung, übermäßige Eigenspannungen, mangelhafte Kühlung oder unkontrollierte Kristallisation verursacht.
Lässt sich PEEK im 3D-Druckverfahren herstellen?
Ja. PEEK kann mit Hochtemperatur-FDM-Druckern verarbeitet werden. Dafür sind eine hohe Düsentemperatur, ein beheiztes Druckbett, eine beheizte Druckkammer, trockenes Filament und ein sorgfältiges Tempern erforderlich, um eine bessere Dimensionsstabilität zu gewährleisten.
Ist PEEK schwer zu bearbeiten?
PEEK lässt sich präzise bearbeiten, erfordert jedoch scharfe Werkzeuge, kontrollierte Spannvorgänge, eine gute Spanabfuhr und Temperaturkontrolle. Glasfaser- und kohlenstoffgefüllte PEEK-Sorten verschleißen Werkzeuge schneller als reines PEEK.
Welche PEEK-Sorte eignet sich am besten für Verschleißteile?
Für Verschleißteile werden häufig kohlenstoffgefülltes PEEK und PTFE-gefülltes PEEK verwendet. Die geeignete Sorte hängt von Belastung, Drehzahl, Temperatur, Kontaktfläche und chemischer Belastung ab.
Kann Peflon PEEK für Extrusion, Formgebung und Bearbeitung liefern?
Ja. Peflon liefert PEEK-Harz, PEEK-Pulver, reines PEEK, verstärktes PEEK, ESD-PEEK und mit PTFE gefülltes PEEK für Extrusions-, Spritzguss-, Formpress-, 3D-Druck- und CNC-Bearbeitungsanwendungen.
Wegbringen
PEEK wird für anspruchsvolle Anwendungen ausgewählt, seine Endqualität hängt jedoch stark von der Prozesskontrolle ab. Trocknung, Temperatur, Druck, Kühlung, Glühen, Werkzeugausstattung und Bauteilkonstruktion beeinflussen das fertige Bauteil.
Wenn Sie PEEK für die Produktion kaufen, sollten Sie nicht nur das Datenblatt prüfen, sondern auch den Verarbeitungsprozess. Die richtige PEEK-Qualität in Kombination mit dem passenden Verarbeitungszeitraum kann Fehler reduzieren, die Lieferfähigkeit stabilisieren und die Skalierung der Produktion erleichtern.