El polieteretercetona (PEEK) es un polímero de ingeniería de alta temperatura que se utiliza cuando los plásticos estándar no cumplen con los requisitos de resistencia al calor, a los productos químicos, al desgaste o a las dimensiones. Sin embargo, la calidad final de una pieza de PEEK depende de algo más que el grado del material.
El procesamiento importa.
Esta guía explica los defectos comunes del PEEK en extrusión, moldeo por inyección, moldeo por compresión, impresión 3D FDM y mecanizado CNC. Está dirigida a compradores, equipos de I+D, gestores de la cadena de suministro, gerentes de producto, distribuidores y fabricantes que necesitan una producción estable, menos rechazos y una selección de materiales más precisa.
El PEEK tiene un punto de fusión de aproximadamente 343°C, de acuerdo a Descripción general de la polieteretercetona en Wikipedia. Ese alto punto de fusión resulta útil en aplicaciones exigentes, pero también reduce el margen de procesamiento en comparación con muchos plásticos de ingeniería estándar.
En Peflon, suministramos Material PEEK para aplicaciones de moldeo por inyección, extrusión, moldeo por compresión, composición y mecanizado. También ofrecemos soporte para polímeros de alto rendimiento relacionados, incluyendo: Dispersión de PTFE y Materiales de PFA.
Por qué el procesamiento PEEK requiere un control cuidadoso
El PEEK es un termoplástico semicristalino. Su cristalinidad, velocidad de enfriamiento e historial térmico pueden afectar la resistencia, la contracción, el acabado superficial y la estabilidad dimensional.
Para los equipos de compras, esto es importante porque los productos defectuosos son costosos. Para los equipos de I+D, los datos de una prueba pueden no coincidir con los de la producción en masa si el proceso cambia. Para los gerentes de la cadena de suministro, un grado estable también debe adaptarse al equipo y al ciclo de producción del cliente.
Factores clave del proceso a comprobar:
- El secado: La humedad puede provocar burbujas, huecos, superficies rugosas y un flujo inestable.
- Control de temperatura: El PEEK necesita altas temperaturas, pero un calor excesivo o un tiempo de exposición prolongado pueden provocar carbonización.
- Presión y embalaje: Una presión insuficiente puede provocar marcas de hundimiento, huecos o un llenado incompleto.
- Enfriamiento y recocido: El enfriamiento rápido puede aumentar la tensión interna y el movimiento dimensional.
- Herramientas y dispositivos de fijación: El PEEK se expande más que el metal y puede deformarse bajo una fuerza de sujeción elevada.
Punto clave: El procesamiento del PEEK requiere una perfecta adecuación entre el material y el proceso. Un cambio en algún parámetro puede ser útil, pero para lograr una producción estable generalmente se requiere una revisión completa del proceso.
1. Problemas y soluciones en la extrusión de PEEK

La extrusión de PEEK se utiliza frecuentemente para producir varillas, láminas, tubos, perfiles y otras piezas semielaboradas. Estas piezas pueden mecanizarse posteriormente para fabricar juntas, casquillos, cojinetes, componentes de bombas o piezas de precisión.
Rugosidad superficial o partículas sin fundir
Una superficie rugosa con partículas blancas o sin fundir suele indicar que el material fundido no se ha plastificado por completo.
Causas comunes:
- La temperatura del cilindro o de la matriz es demasiado baja.
- El canal de flujo del molde es demasiado grande.
- El chip no se precalentó completamente antes del arranque.
- El tiempo de residencia es desigual a lo largo de la corriente de deshielo.
Soluciones prácticas:
- Aumente la temperatura del cañón y de la matriz dentro del rango recomendado.
- Reduzca el volumen del canal del chip sobredimensionado siempre que sea posible.
- Mejorar la mezcla de la masa fundida antes de la boquilla.
- Precaliente completamente el molde antes de que comience la producción estable.
Superficie de cáscara de naranja
La textura de piel de naranja tiene un aspecto irregular y opaco. Esto suele indicar un flujo de fusión deficiente, una superficie de la matriz rugosa o un enfriamiento demasiado agresivo.
Causas comunes:
- La temperatura de fusión es demasiado baja.
- La superficie está sucia, desgastada o sin pulir.
- El enfriamiento es demasiado rápido después de la extrusión.
- El material está expuesto a zonas con temperaturas desiguales.
Soluciones prácticas:
- Aumente moderadamente la temperatura del material o del molde.
- Limpie y pula la superficie del troquel.
- Evite el enfriamiento repentino.
- Utilice un sistema de enfriamiento por etapas para reducir la tensión interna.
Huecos o porosidad
Pueden aparecer huecos en el interior del perfil o cerca de la superficie. Estos pueden reducir la resistencia mecánica, la fiabilidad del sellado y la vida útil a largo plazo.
Causas comunes:
- La resina PEEK no estaba lo suficientemente seca.
- La humedad o los compuestos volátiles quedaron atrapados dentro del material fundido.
- La presión de conformado era demasiado baja.
- La capa exterior se enfrió demasiado rápido y selló el gas en el interior.
Soluciones prácticas:
- PEEK seco antes de la extrusión. Un punto de partida común es 150 °C durante 3-4 horas, pero siga siempre la ficha técnica del proveedor.
- Utilice un calentamiento gradual para liberar la humedad y los gases atrapados.
- Aumentar la presión de conformado para compactar el metal fundido.
- Almacene la resina en un envase sellado antes de su producción.
Manchas negras o núcleo negro
Las manchas negras, las líneas negras o un núcleo oscuro suelen ser señales de material carbonizado.
Causas comunes:
- Zonas muertas en el cañón, el tornillo, el adaptador o la matriz.
- Temperatura de procesamiento excesiva.
- Largo tiempo de residencia.
- La alta presión está provocando un sobrecalentamiento localizado.
- Los materiales reforzados con fibra generan calor adicional bajo altas fuerzas de cizallamiento.
Soluciones prácticas:
- Limpie el cañón, el tornillo y la matriz después de cada ciclo de producción.
- Evite ajustes de temperatura excesivos.
- Reduzca el tiempo de residencia durante el arranque y el apagado.
- Controlar la presión del cabezal.
- En el caso del PEEK reforzado con fibra de vidrio o con fibra de carbono, reduzca la tensión de cizallamiento innecesaria.
Marcas en espiral en la extrusión de varillas
Las marcas en espiral en el interior de una varilla de PEEK pueden seguir la dirección del tornillo. Estas marcas pueden afectar la uniformidad interna y la consistencia mecánica.
Causas comunes:
- El flujo de material fundido sigue siendo rotacional después de salir del tornillo.
- La recta final es demasiado corta.
- La pared del tornillo o del cilindro está contaminada.
- La presión de fusión no es estable antes de la salida de la matriz.
Soluciones prácticas:
- Agregar o mejorar una placa de ruptura.
- Aumentar la longitud de la zona de troquelado.
- Limpie cuidadosamente el tornillo y el cañón.
- Estabilizar la presión de fusión antes de la producción a gran escala.
Punto clave: En la extrusión de PEEK, tanto la calidad de la superficie como la estructura interna son importantes. Un flujo limpio, un perfil térmico estable y un plan de enfriamiento controlado son esenciales.
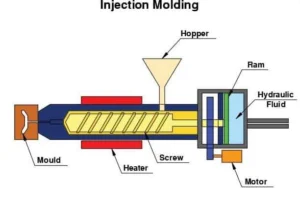
2. Problemas y soluciones en el moldeo por inyección de PEEK

El moldeo por inyección es adecuado para piezas complejas de PEEK con geometría precisa, secciones delgadas, nervaduras, orificios y elementos de montaje.
Amarillamiento, oscurecimiento o manchas negras
El cambio de color o la presencia de partículas negras suelen indicar degradación térmica o contaminación.
Causas comunes:
- La temperatura del cilindro o del canal de alimentación es demasiado alta.
- El material permanece demasiado tiempo en el barril.
- El tornillo y el cilindro presentan residuos carbonizados.
- La resina no se secó antes del moldeo.
- La velocidad de inyección genera un calor de cizallamiento excesivo.
Soluciones prácticas:
- Disminuya la temperatura del cilindro o del conducto de salida si se sospecha de degradación.
- Limpie el tornillo y el cilindro antes de usar PEEK.
- Ajuste el tamaño de la dosis a la máquina para controlar el tiempo de residencia.
- Secar la resina antes de moldear.
- Ajuste la velocidad de inyección en función de la estructura de la pieza y el diseño de la compuerta.
Marcas de hundimiento y contracción
Las marcas de hundimiento suelen aparecer en secciones gruesas o detrás de las nervaduras.
Causas comunes:
- La presión de sujeción es demasiado baja.
- El tiempo de espera es demasiado corto.
- La compuerta se congela antes de que la pieza esté completamente empaquetada.
- La puerta es demasiado pequeña o está colocada lejos de las secciones más gruesas.
- El grosor de la pared varía demasiado.
Soluciones prácticas:
- Aumentar la presión de sujeción.
- Ampliar el tiempo de espera.
- Ajustar la temperatura de fusión.
- Aumente el tamaño de la puerta donde sea necesario.
- Si el diseño lo permite, coloque la puerta cerca de las zonas más densas.
Líneas de soldadura y zonas débiles
Las líneas de soldadura suelen aparecer donde se encuentran dos frentes de fusión, como alrededor de agujeros o conductos de flujo con múltiples compuertas.
Causas comunes:
- La temperatura del molde es demasiado baja.
- La temperatura del frente de fusión desciende antes de encontrarse.
- El aire queda atrapado en la línea de soldadura.
- La posición de la compuerta crea una línea de soldadura en un área sometida a carga.
- La trayectoria del flujo de fusión es demasiado larga o está desequilibrada.
Soluciones prácticas:
- Aumentar la temperatura del molde.
- Aumentar la temperatura de fusión y la velocidad de inyección dentro de límites seguros.
- Mejorar la ventilación del moho.
- Aleje las líneas de soldadura de las zonas de alta carga.
- Instalar pozos de rebose donde sea factible.
Inyección incompleta o llenado incompleto
El PEEK tiene una alta viscosidad de fusión, por lo que las piezas de paredes delgadas o de flujo prolongado pueden no llenarse correctamente.
Causas comunes:
- La presión de inyección es demasiado baja.
- La velocidad de inyección es demasiado lenta.
- La temperatura del molde es demasiado baja.
- El tamaño de la dosis es insuficiente.
- Las dimensiones de la compuerta o del conducto restringen el flujo.
Soluciones prácticas:
- Aumentar la presión y la velocidad de inyección.
- Aumentar la temperatura del molde para reducir la congelación prematura.
- Compruebe el tamaño de la dosis y la capacidad de la máquina.
- Amplíe las dimensiones de la puerta y del riel si es necesario.
- Añada ventilación para reducir la resistencia del aire atrapado.
Deformación y alabeo
La deformación del PEEK está estrechamente relacionada con la cristalinidad, el enfriamiento desigual, las tensiones residuales y el llenado desequilibrado.
Causas comunes:
- La temperatura del molde es irregular.
- La diferencia de temperatura entre el molde delantero y el trasero es demasiado grande.
- Mantener la presión genera una tensión residual excesiva.
- La disposición de las puertas está desequilibrada.
- El tiempo de enfriamiento es demasiado corto.
Soluciones prácticas:
- Mantenga la temperatura del molde uniforme.
- Controlar la diferencia de temperatura del molde dentro de un rango estrecho.
- Ajusta la presión y el tiempo de sujeción.
- Utilice un diseño de compuerta balanceada.
- Prolongue el tiempo de enfriamiento antes de la eyección.
Punto clave: En el moldeo por inyección de PEEK, la temperatura del molde y el tiempo de residencia son dos de los controles más importantes.
3. Problemas y soluciones en el moldeo por compresión de PEEK

El moldeo por compresión se utiliza a menudo para láminas, varillas, bloques y piezas de PEEK que requieren un alto consumo de material o dimensiones especiales.
Huecos o agujeros de vacío
Los huecos en el interior de las láminas o varillas moldeadas pueden reducir la resistencia mecánica y la fiabilidad del sellado.
Causas comunes:
- El material no estaba lo suficientemente seco.
- Durante la carga, quedó atrapada humedad o aire.
- La presión de prensado en frío o en caliente era demasiado baja.
- El perfil de calentamiento no permitió que escapara el gas atrapado.
Soluciones prácticas:
- Seque bien el polvo o la resina de PEEK antes de moldear.
- Mantenga la humedad lo más baja posible antes de cargar.
- Aumentar la presión de prensado en frío y en caliente.
- Utilice presión gradual para ayudar a eliminar el gas interno.
Pérdida de material en los bordes y destellos
La rebaba puede liberar presión del molde. Cuando esto sucede, el centro de la pieza puede quedar menos lleno o menos denso.
Causas comunes:
- El espacio libre para el moho es demasiado grande.
- La presión se pierde debido a un exceso de vaporización.
- La velocidad de cierre del molde es demasiado lenta.
- La velocidad de pulsación no es estable.
Soluciones prácticas:
- Controlar la eliminación del moho, a menudo alrededor 0,05–0,10 mm dependiendo del diseño de la herramienta.
- Utilice espaciadores para controlar el grosor de la pieza.
- Cierre el molde antes de que el material fundido pierda fluidez.
- Mantenga una presión y velocidad de prensado constantes.
Agrietamiento durante o después del desmoldeo
El PEEK moldeado por compresión puede presentar altas tensiones internas debido a su cristalinidad y al historial de enfriamiento.
Causas comunes:
- La pieza se desmoldó estando demasiado caliente.
- El enfriamiento es demasiado rápido.
- El recocido no está controlado.
- Las superficies de contacto con el molde generan una elevada fuerza de desmoldeo.
Soluciones prácticas:
- Utilice un recocido lento después del moldeo.
- Evite el desmoldeo forzado en la parte superior. 150°C.
- Pulir las superficies de contacto del molde.
- Enfriar de forma controlada en lugar de acelerar el ciclo.
Carbonización o contaminación de la superficie
Las superficies ennegrecidas, con burbujas o sucias suelen deberse a tiempos de calentamiento prolongados, herramientas sucias o contaminación del material.
Causas comunes:
- El tiempo de calentamiento es demasiado largo.
- La superficie del moho no está limpia.
- El horno de secado contiene polvo o residuos.
- El material queda expuesto durante la carga.
Soluciones prácticas:
- Controla cuidadosamente el tiempo de calentamiento.
- Limpie los moldes antes de la producción.
- Mantenga limpios los equipos de secado y las herramientas de carga.
- Almacene el material PEEK en un embalaje seco y sellado.
Punto clave: Los defectos en el moldeo por compresión suelen estar ocultos en el interior de la pieza. Un buen secado, un control adecuado de la presión y un recocido ayudan a reducir los fallos internos antes de que comience el mecanizado.
4. Problemas y soluciones en la impresión 3D con PEEK
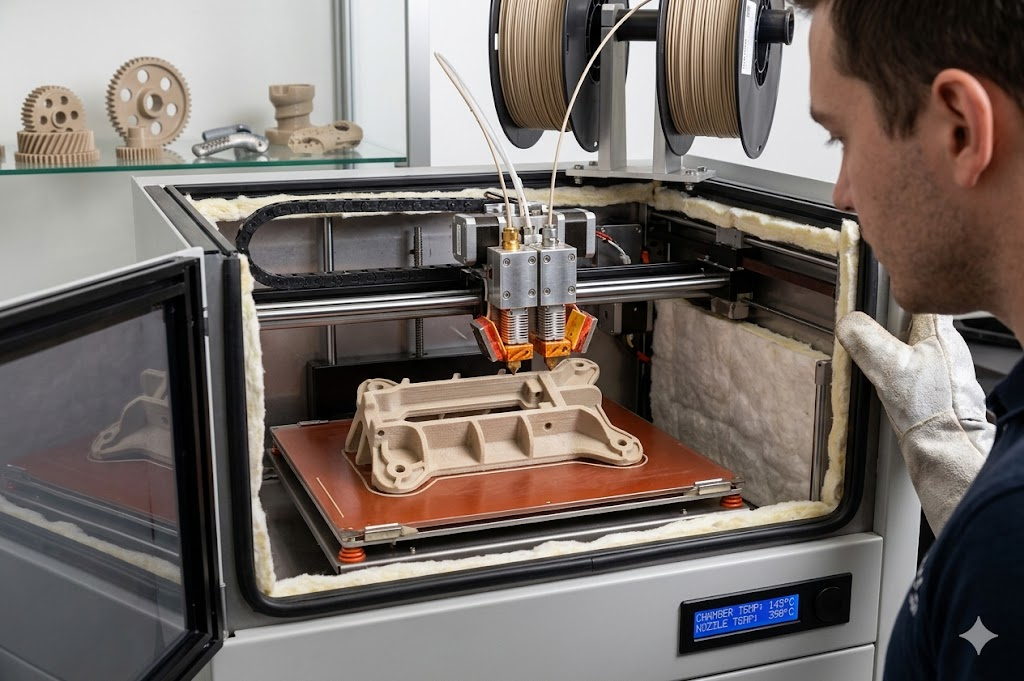
La impresión FDM de PEEK se utiliza para prototipos, piezas de bajo volumen, accesorios, modelos médicos y componentes industriales personalizados.
Una impresora de escritorio convencional para PLA o ABS no es suficiente.
Delaminación de capas
La delaminación de capas se produce cuando las capas impresas no se adhieren correctamente.
Causas comunes:
- La temperatura de la cámara es demasiado baja.
- La diferencia de temperatura entre las capas es demasiado grande.
- La velocidad de impresión es demasiado rápida.
- La temperatura de la boquilla está por debajo del rango recomendado para el filamento.
Soluciones prácticas:
- Utilice una cámara calefactada. Una temperatura de la cámara de 90°C o superior a menudo es necesario, y 120°C o superior Se prefiere cuando la impresora lo permite.
- Reduzca la velocidad de impresión.
- Aumentar la temperatura de la boquilla en función de la guía del filamento.
- Recueza las piezas impresas después de la impresión para mejorar la unión entre capas.
Deformación o desprendimiento de la cama
El PEEK se contrae al enfriarse. Las esquinas pueden levantarse y el modelo puede desprenderse de la plataforma de impresión.
Causas comunes:
- La temperatura del lecho es demasiado baja.
- La superficie de construcción no se adhiere bien al PEEK.
- Las esquinas de las piezas se enfrían demasiado rápido.
- La superficie de contacto entre la pieza y la base es demasiado pequeña.
Soluciones prácticas:
- Utilice una superficie de construcción de PEI o un adhesivo de alta temperatura.
- Mantén la temperatura de la cama alrededor de 140–160 °C cuando el equipo lo permita.
- Añade un borde para aumentar el contacto con la cama.
- Evite colocar esquinas afiladas directamente sobre la plataforma de impresión.
Dificultad para retirar el soporte
Las estructuras de soporte de PEEK pueden adherirse con demasiada fuerza a la pieza.
Causas comunes:
- La distancia Z de soporte es demasiado pequeña.
- El material de soporte es del mismo grado de PEEK que la pieza.
- El diseño con voladizo requiere demasiado soporte.
- La orientación de impresión crea zonas de soporte de difícil acceso.
Soluciones prácticas:
- Utilice soporte soluble si la impresora lo admite.
- Ajuste la distancia Z de soporte a aproximadamente 0,2–0,3 mm como rango inicial.
- Rediseñe la pieza para reducir los voladizos.
- Utilice ángulos autoportantes siempre que sea posible.
Obstrucción de la boquilla
La obstrucción puede detener la impresión o provocar una extrusión irregular.
Causas comunes:
- El filamento contiene humedad.
- El calor asciende gradualmente y ablanda el filamento demasiado pronto.
- La boquilla está fabricada con PEEK reforzado con fibra de carbono.
- La impresora permanece inactiva con la boquilla a alta temperatura.
Soluciones prácticas:
- Filamento de PEEK seco en 120–150 °C durante aproximadamente 4 horas antes de imprimir.
- Utilice boquillas de acero endurecido o resistentes al desgaste para el PEEK relleno.
- Compruebe la refrigeración del disipador de calor.
- Evite largos periodos de inactividad a alta temperatura de la boquilla.
Punto clave: La impresión 3D con PEEK depende de la consistencia de la temperatura. El calor de la cámara, el calor de la base, el filamento seco y el recocido posterior a la impresión influyen en la pieza final.
5. Problemas y soluciones de mecanizado del PEEK

Las varillas, láminas y piezas moldeadas de PEEK suelen mecanizarse mediante CNC para obtener piezas de precisión. En comparación con los metales, el PEEK tiene menor rigidez y mayor dilatación térmica.
Información sobre el mecanizado de PEEK de Ensinger Asimismo, destaca la importancia de unas condiciones de mecanizado adecuadas para el control dimensional.
Desgaste rápido de herramientas
El PEEK reforzado con fibra de vidrio y con fibra de carbono es abrasivo. Las herramientas estándar pueden desgastarse rápidamente, provocando variaciones en el tamaño y un acabado deficiente.
Causas comunes:
- El recubrimiento de la herramienta no es adecuado para PEEK con cargas.
- La velocidad de corte es demasiado alta.
- El filo de la herramienta está desafilado.
- Las virutas no se eliminan limpiamente.
Soluciones prácticas:
- Utilice herramientas de diamante con recubrimiento de diamante o de diamante CVD para grados rellenos.
- Para PEEK reforzado, mantenga la velocidad de corte alrededor de 100–200 m/min como un rango de partida práctico.
- Utilice el fresado en ascenso para reducir la fricción.
- Sustituya las herramientas antes de que el desgaste afecte a la tolerancia.
Rebabas y destellos
Las rebabas suelen aparecer en las salidas de los orificios, en los bordes finos y en las esquinas fresadas.
Causas comunes:
- El filo está desafilado.
- La velocidad de avance es demasiado alta en el punto de perforación.
- Parte de la pared es delgada o no tiene soporte.
- El último pase deja demasiado calor en el borde.
Soluciones prácticas:
- Mantén tus herramientas afiladas.
- Reduzca el avance antes de que la broca penetre.
- Utilice brocas escalonadas cuando sea apropiado.
- Abandonar tirado 0,1 mm para el remate final cuando se requiere precisión.
- Utilice trayectorias de herramienta controladas para bordes finos.
Cambio dimensional después del mecanizado
Una pieza puede medirse correctamente en la máquina, pero cambiar después de soltarla o almacenarla.
Causas comunes:
- El PEEK se expande más que el metal con el calor.
- La pieza se midió antes de que la temperatura se estabilizara.
- La fuerza de sujeción provocó una deformación elástica.
- Tras el mecanizado, se liberó la tensión interna.
Soluciones prácticas:
- Utilice refrigerante o refrigeración por aire para controlar el calor.
- Mantenga la temperatura de inspección constante.
- Evite aplicar una fuerza de sujeción excesiva.
- Primero, mecanizado en bruto, seguido de recocido para aliviar tensiones.
- Acabado de las dimensiones críticas de la máquina tras el recocido.
Superficie mecanizada rugosa o blanca
Una superficie rugosa, con aspecto de escamas de pez o blanquecina puede deberse a la acumulación de calor, al desgaste de la herramienta o a una mala eliminación de las virutas.
Causas comunes:
- El calor no se disipa con la suficiente rapidez.
- Las virutas se enredan alrededor de la herramienta o vuelven a cortar la superficie.
- La herramienta está desafilada.
- El avance por revolución es demasiado alto.
Soluciones prácticas:
- Utilice refrigerante o refrigeración por aire.
- Eliminar las virutas durante el mecanizado.
- Aumentar la velocidad del husillo y reducir el avance por revolución.
- Utilice herramientas de diamante para obtener acabados superficiales de alta calidad.
Punto clave: El mecanizado de PEEK no es igual que el mecanizado de metales. La temperatura, la sujeción, el filo de la herramienta y el alivio de tensiones influyen directamente en las dimensiones finales.
Cómo elegir el grado PEEK adecuado

Los distintos grados de PEEK se comportan de manera diferente durante el procesamiento. Un grado que funciona bien para el moldeo por inyección puede no ser la mejor opción para el mecanizado o la impresión 3D.
PEEK virgen
El PEEK virgen se utiliza cuando la pureza, la resistencia, la resistencia química y un acabado superficial limpio son importantes.
Usos comunes:
- Componentes médicos y de laboratorio
- Piezas de aislamiento eléctrico
- Carcasas de precisión
- Componentes resistentes a productos químicos
PEEK relleno de vidrio
El PEEK reforzado con fibra de vidrio mejora la rigidez y la estabilidad dimensional.
Usos comunes:
- Componentes de bombas y compresores
- Soportes estructurales
- Accesorios de alta temperatura
- Piezas industriales moldeadas
PEEK reforzado con carbono
El PEEK reforzado con carbono ofrece mayor rigidez, menor dilatación térmica y mejor resistencia al desgaste que el PEEK virgen.
Usos comunes:
- Cojinetes y bujes
- Componentes deslizantes
- Piezas aeroespaciales y automotrices
- Componentes mecanizados de precisión
ESD o PEEK conductor
El PEEK ESD se utiliza en aplicaciones donde el control de la estática es importante.
Usos comunes:
- Accesorios para semiconductores
- Piezas de manipulación electrónica
- Tomas de prueba
- Componentes de control estático
PEEK relleno de PTFE o modificado para resistir el desgaste
El PEEK relleno de PTFE puede reducir la fricción y mejorar el comportamiento de deslizamiento.
Usos comunes:
- Usar anillos
- Focas
- Asientos de válvula
- Piezas móviles de baja fricción
Para los compradores que comparan polímeros de alta temperatura, también puede ser útil revisar PFA frente a PTFE y otras opciones de fluoropolímeros. El PEEK se suele elegir por su resistencia mecánica. El PTFE, el PFA y el FEP se suelen elegir por su resistencia química, baja fricción y para aplicaciones de recubrimiento o revestimiento.
Lista de verificación práctica para el procesamiento PEEK
Utilice esta lista de verificación antes de realizar muestreos, pruebas piloto o producción en masa.
Preparación del material:
- Confirme el grado exacto de PEEK y el tipo de relleno.
- Compruebe si la resina, el polvo, la lámina, la varilla o el filamento han absorbido humedad.
- Seque el material según las instrucciones de la ficha técnica del proveedor.
- Mantenga el embalaje sellado hasta su producción.
- Evite mezclar material reciclado desconocido o contaminado.
Equipos y herramientas:
- Verifique el control de temperatura del cañón, la matriz, el molde, la boquilla y la cámara.
- Limpie los tornillos, los cilindros, los canales de alimentación y los moldes antes de utilizar PEEK.
- Confirme el diseño de la compuerta, el conducto, la ventilación y el sistema de refrigeración.
- Utilice herramientas adecuadas para PEEK virgen o reforzado.
- Prepárese para disponer de tiempo de calentamiento suficiente para equipos de alta temperatura.
Control de procesos:
- Controla el tiempo de residencia para reducir la carbonización.
- Evite el enfriamiento repentino cuando el control del estrés es importante.
- Utilice el recocido para piezas moldeadas por compresión, piezas impresas y piezas mecanizadas de precisión cuando sea necesario.
- Registre la configuración del proceso durante los ensayos.
- Compare las dimensiones de las piezas después de la estabilización, no solo inmediatamente después de la producción.
Controles de calidad:
- Inspeccione el acabado de la superficie, el color y los defectos visibles.
- Corte muestras para comprobar si hay huecos internos donde sea necesario.
- Mida las dimensiones críticas después del enfriamiento.
- Pruebe las piezas en condiciones de servicio reales siempre que sea posible.
- Mantenga registros de lotes para la trazabilidad.
Punto clave: Los rechazos de PEEK suelen ser evitables. Una lista de verificación clara ayuda a compradores y fábricas a reducir el método de prueba y error durante la aprobación del material.
Solicitar soporte para materiales y procesamiento de PEEK
Si va a seleccionar un grado de PEEK para moldeo, extrusión, moldeo por compresión, impresión 3D o mecanizado, comparta con nosotros los detalles de su aplicación y proceso. Podemos ayudarle a revisar las opciones de grados, las fichas técnicas, las necesidades de muestras y los requisitos de suministro.
Peflon puede soportar:
- Resina y gránulos de PEEK
- Polvo de PEEK para moldeo por compresión y aplicaciones relacionadas con el recubrimiento.
- PEEK virgen, PEEK sin glasear, PEEK sin glasear y PEEK ESD.
- PEEK modificado para resistir el desgaste y relleno de PTFE
- Selección de materiales para distribuidores y fábricas de procesamiento posterior.
- Guía de procesamiento para pruebas y revisión de producción
Contacta con Peflon Para solicitar una ficha técnica, una muestra o un presupuesto.
Preguntas frecuentes
¿Qué es el material PEEK?
El PEEK, o polieteretercetona, es un termoplástico semicristalino de alta temperatura. Se utiliza en aplicaciones de ingeniería que requieren resistencia al calor, resistencia química, resistencia mecánica y estabilidad dimensional.
¿A qué temperatura se debe secar el PEEK?
Una condición de secado común para la resina PEEK es 150 °C durante 3-4 horas antes de la extrusión o el moldeo por inyección. El filamento de PEEK a menudo se seca a 120–150 °C durante aproximadamente 4 horas Antes de imprimir, siga siempre la ficha técnica del proveedor para el grado específico.
¿Por qué aparecen manchas negras durante el procesamiento de PEEK?
Las manchas negras suelen deberse a material carbonizado. Las causas comunes incluyen temperaturas excesivas, tiempos de permanencia prolongados, zonas muertas en el husillo o la matriz, limpieza deficiente o calor de cizallamiento excesivo.
¿Por qué se deforma el PEEK después del moldeo por inyección?
La deformación del PEEK suele estar causada por una temperatura desigual del molde, un llenado desequilibrado, una tensión residual excesiva, un diseño de refrigeración deficiente o una cristalización incontrolada.
¿Se puede imprimir en 3D el PEEK?
Sí. El PEEK se puede imprimir con equipos FDM de alta temperatura. Requiere una temperatura elevada de la boquilla, una base calefactada, una cámara calefactada, filamento seco y un recocido cuidadoso para una mayor estabilidad dimensional.
¿Es difícil mecanizar el PEEK?
El PEEK se puede mecanizar con precisión, pero requiere herramientas afiladas, sujeción controlada, buena evacuación de virutas y control de temperatura. Las calidades de PEEK reforzadas con fibra de vidrio y carbono pueden desgastar las herramientas más rápidamente que el PEEK virgen.
¿Qué grado de PEEK es el mejor para piezas de desgaste?
El PEEK con relleno de carbono y el PEEK con relleno de PTFE son opciones comunes para piezas de desgaste. El grado adecuado depende de la carga, la velocidad, la temperatura, la superficie de contacto y la exposición química.
¿Puede Peflon suministrar PEEK para extrusión, moldeo y mecanizado?
Sí. Peflon suministra resina PEEK, polvo PEEK, PEEK virgen, PEEK reforzado, PEEK ESD y PEEK con relleno de PTFE para aplicaciones de extrusión, moldeo por inyección, moldeo por compresión, impresión 3D y mecanizado CNC.
Llevar
El PEEK se elige para aplicaciones exigentes, pero su calidad final depende en gran medida del control del proceso. El secado, la temperatura, la presión, el enfriamiento, el recocido, las herramientas y el diseño de la pieza influyen en el resultado final.
Si va a comprar PEEK para producción, no se limite a revisar la ficha técnica. Analice también el proceso de fabricación. El grado adecuado, junto con el tiempo de procesamiento correcto, puede reducir los defectos, estabilizar el suministro y facilitar la ampliación de la producción.