Il polietereterchetone (PEEK) è un polimero tecnico ad alta temperatura utilizzato quando le plastiche standard non soddisfano i requisiti di resistenza al calore, agli agenti chimici, all'usura o alle dimensioni. Tuttavia, la qualità finale di un componente in PEEK dipende da più fattori oltre al tipo di materiale.
L'elaborazione è importante.
Questa guida illustra i difetti più comuni del PEEK nei processi di estrusione, stampaggio a iniezione, stampaggio a compressione, stampa 3D FDM e lavorazione CNC. È pensata per acquirenti, team di ricerca e sviluppo, responsabili della catena di approvvigionamento, responsabili di prodotto, distributori e produttori a valle che necessitano di una produzione stabile, di un minor numero di scarti e di una selezione dei materiali più chiara.
Il PEEK ha un punto di fusione di circa 343 °C, secondo Panoramica sul polietereterchetone di Wikipedia. Questo elevato punto di fusione è utile nelle applicazioni più impegnative, ma restringe anche la finestra di processo rispetto a molte materie plastiche tecniche standard.
Noi di Peflon forniamo Materiale PEEK per applicazioni di stampaggio a iniezione, estrusione, stampaggio a compressione, compounding e lavorazione meccanica. Supportiamo anche polimeri ad alte prestazioni correlati, tra cui: Dispersione di PTFE e Materiali PFA.
Perché la lavorazione del PEEK richiede un controllo accurato
Il PEEK è un materiale termoplastico semicristallino. La sua cristallinità, la velocità di raffreddamento e la storia termica possono influenzare la resistenza, il ritiro, la finitura superficiale e la stabilità dimensionale.
Per i team acquisti, questo è importante perché gli scarti sono costosi. Per i team di ricerca e sviluppo, i dati di un singolo test potrebbero non corrispondere a quelli della produzione di massa se il processo subisce delle modifiche. Per i responsabili della catena di approvvigionamento, è inoltre fondamentale che la qualità del prodotto sia stabile e compatibile con le attrezzature e il ciclo produttivo del cliente.
Principali fattori di elaborazione da verificare:
- Essiccazione: L'umidità può causare bolle, vuoti, superficie ruvida e flusso instabile.
- Controllo della temperatura: Il PEEK necessita di temperature elevate, ma temperature eccessive o tempi di permanenza prolungati possono causare la carbonizzazione.
- Pressione e imballaggio: Una pressione insufficiente può causare avvallamenti, vuoti o un riempimento incompleto.
- Raffreddamento e ricottura: Il raffreddamento rapido può aumentare le tensioni interne e le variazioni dimensionali.
- Attrezzature e dispositivi di fissaggio: Il PEEK si espande più del metallo e può deformarsi sotto l'effetto di elevate forze di serraggio.
Punto chiave: La lavorazione del PEEK è una questione di perfetta corrispondenza tra materiale e processo. La modifica di un singolo parametro può essere d'aiuto, ma per una produzione stabile è solitamente necessaria una revisione completa del processo.
1. Problemi e soluzioni relativi all'estrusione del PEEK

L'estrusione del PEEK viene spesso utilizzata per produrre barre, lastre, tubi, profilati e altre forme semilavorate. Questi componenti possono essere successivamente lavorati meccanicamente per ottenere guarnizioni, boccole, cuscinetti, parti di pompe o componenti di precisione.
Rugosità superficiale o particelle non fuse
Una superficie ruvida con particelle bianche o non fuse di solito indica che il fuso non è completamente plastificato.
Cause comuni:
- La temperatura della canna o della matrice è troppo bassa.
- Il canale di flusso della matrice è troppo grande.
- Il chip non era completamente preriscaldato prima dell'avvio.
- Il tempo di permanenza non è uniforme lungo la corrente di fusione.
Soluzioni pratiche:
- Aumentare la temperatura del cilindro e della matrice entro l'intervallo consigliato.
- Ridurre, ove possibile, il volume eccessivo del canale del chip.
- Migliorare la miscelazione del fuso prima dello stampo.
- Preriscaldare completamente lo stampo prima di iniziare la produzione stabile.
Superficie della buccia d'arancia
La texture a buccia d'arancia appare irregolare e opaca. Spesso indica una scarsa fluidità del fuso, una superficie dello stampo ruvida o un raffreddamento troppo aggressivo.
Cause comuni:
- La temperatura di fusione è troppo bassa.
- La superficie è sporca, usurata o non lucidata.
- Il raffreddamento dopo l'estrusione è troppo rapido.
- Il materiale è esposto a zone di temperatura non uniformi.
Soluzioni pratiche:
- Aumentare moderatamente la temperatura del materiale o dello stampo.
- Pulire e lucidare la superficie dello stampo.
- Evitare spegnimenti improvvisi.
- Utilizzare un raffreddamento graduale per ridurre le sollecitazioni interne.
Vuoti o porosità
All'interno del profilo o in prossimità della superficie possono formarsi dei vuoti. Questi possono ridurre la resistenza meccanica, l'affidabilità della tenuta e la durata di servizio a lungo termine.
Cause comuni:
- La resina PEEK non era sufficientemente asciutta.
- All'interno della massa fusa erano intrappolate umidità o sostanze volatili.
- La pressione di formatura era troppo bassa.
- Lo strato esterno si è raffreddato troppo rapidamente, sigillando il gas all'interno.
Soluzioni pratiche:
- PEEK essiccato prima dell'estrusione. Un punto di partenza comune è 150 °C per 3-4 ore, ma attenetevi sempre alla scheda tecnica del fornitore.
- Utilizzare un riscaldamento graduale per rilasciare l'umidità e il gas intrappolato.
- Aumentare la pressione di formatura per compattare il fuso.
- Conservare la resina in un imballaggio sigillato prima della produzione.
Macchie nere o nucleo nero
Macchie nere, linee nere o un nucleo scuro sono solitamente segni di materiale carbonizzato.
Cause comuni:
- Zone morte nella canna, nella vite, nell'adattatore o nella matrice.
- Temperatura di lavorazione eccessiva.
- Lungo periodo di permanenza.
- L'alta pressione sta causando un surriscaldamento locale.
- I materiali rinforzati con fibre generano calore extra in condizioni di elevato sforzo di taglio.
Soluzioni pratiche:
- Pulire il cilindro, la vite e la matrice dopo ogni ciclo di produzione.
- Evitare di impostare temperature eccessive.
- Ridurre il tempo di permanenza durante l'avvio e l'arresto.
- Controllo della pressione della testa.
- Per il PEEK rinforzato con fibra di vetro o carbonio, ridurre le sollecitazioni di taglio non necessarie.
Segni a spirale nell'estrusione di barre
All'interno di una barra in PEEK possono formarsi delle striature a spirale che seguono la direzione della vite. Queste striature possono compromettere l'uniformità interna e la consistenza meccanica.
Cause comuni:
- Il flusso del materiale fuso mantiene una rotazione anche dopo aver lasciato la vite.
- La terraferma è troppo corta.
- La parete della vite o del cilindro presenta contaminazioni.
- La pressione del fuso non è stabile prima della filiera.
Soluzioni pratiche:
- Aggiungere o migliorare una piastra di interruzione.
- Aumentare la lunghezza della terra di morte.
- Pulire accuratamente la vite e il cilindro.
- Stabilizzare la pressione del fuso prima della produzione su vasta scala.
Punto chiave: Nell'estrusione del PEEK, sia la qualità della superficie che la struttura interna sono fondamentali. Un percorso di flusso pulito, un profilo termico stabile e un piano di raffreddamento controllato sono essenziali.
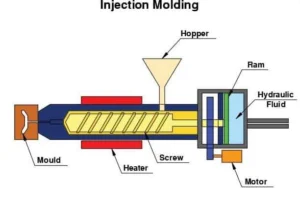
2. Problemi e soluzioni nello stampaggio a iniezione del PEEK

Lo stampaggio a iniezione è adatto per componenti in PEEK complessi con geometrie precise, sezioni sottili, nervature, fori e punti di fissaggio.
Ingiallimento, scurimento o macchie nere
Il cambiamento di colore o la presenza di particelle nere spesso indicano degradazione termica o contaminazione.
Cause comuni:
- La temperatura del cilindro o del canale di colata è troppo elevata.
- Il materiale rimane nel barile troppo a lungo.
- La vite e la canna presentano residui carbonizzati.
- La resina non è stata asciugata prima dello stampaggio.
- La velocità di iniezione crea un calore di taglio eccessivo.
Soluzioni pratiche:
- Abbassare la temperatura del cilindro o del canale di alimentazione se si sospetta un degrado.
- Pulire la vite e il cilindro prima di utilizzare PEEK.
- Adattare la dimensione della dose alla macchina per controllare il tempo di permanenza.
- Asciugare la resina prima dello stampaggio.
- Regolare la velocità di iniezione in base alla struttura del pezzo e al design del canale di iniezione.
Segni di cedimento e restringimento
I segni di cedimento compaiono solitamente nelle sezioni più spesse o dietro le costole.
Cause comuni:
- La pressione di tenuta è troppo bassa.
- Il tempo di conservazione è troppo breve.
- Il punto di iniezione si blocca prima che il pezzo sia completamente imballato.
- Il cancello è troppo piccolo o posizionato lontano dalle sezioni più spesse.
- Lo spessore delle pareti varia eccessivamente.
Soluzioni pratiche:
- Aumentare la pressione di tenuta.
- Prolungare il tempo di mantenimento.
- Regolare la temperatura di fusione.
- Aumentare le dimensioni del cancello dove necessario.
- Se il progetto lo consente, posizionate il cancello vicino ad aree con vegetazione più fitta.
Linee di saldatura e punti deboli
Le linee di saldatura compaiono spesso dove si incontrano due fronti di fusione, ad esempio attorno a fori o percorsi di flusso a più punti di iniezione.
Cause comuni:
- La temperatura dello stampo è troppo bassa.
- La temperatura del fronte di fusione scende prima dell'incontro.
- L'aria rimane intrappolata lungo la linea di saldatura.
- La posizione del punto di iniezione crea una linea di saldatura in un'area sottoposta a carico.
- Il percorso di flusso del fuso è troppo lungo o sbilanciato.
Soluzioni pratiche:
- Aumentare la temperatura dello stampo.
- Aumentare la temperatura di fusione e la velocità di iniezione entro i limiti di sicurezza.
- Migliorare la ventilazione per la formazione di muffa.
- Allontanare le linee di saldatura dalle zone soggette a carichi elevati.
- Aggiungere pozzi di troppo pieno dove possibile.
Colpi mancanti o riempimento incompleto
Il PEEK ha un'elevata viscosità di fusione, pertanto il riempimento di componenti a parete sottile o a flusso lungo potrebbe non riuscire.
Cause comuni:
- La pressione di iniezione è troppo bassa.
- La velocità di iniezione è troppo lenta.
- La temperatura dello stampo è troppo bassa.
- La dimensione dell'inquadratura è insufficiente.
- Le dimensioni della paratoia o del canale di scolo limitano il flusso.
Soluzioni pratiche:
- Aumentare la pressione e la velocità di iniezione.
- Aumentare la temperatura dello stampo per ridurre il rischio di congelamento precoce.
- Verificare la dimensione dell'iniezione e la capacità della macchina.
- Se necessario, ingrandire le dimensioni del cancello e del binario.
- Aggiungere delle prese d'aria per ridurre la resistenza dell'aria intrappolata.
Deformazione e distorsione
La deformazione del PEEK è strettamente legata alla cristallinità, al raffreddamento non uniforme, alle tensioni residue e al riempimento non bilanciato.
Cause comuni:
- La temperatura dello stampo è irregolare.
- La differenza di temperatura tra la parte anteriore e quella posteriore dello stampo è eccessiva.
- Mantenere la pressione crea un'eccessiva tensione residua.
- La disposizione dei cancelli è sbilanciata.
- Il tempo di raffreddamento è troppo breve.
Soluzioni pratiche:
- Mantenere uniforme la temperatura dello stampo.
- Controllare la differenza di temperatura dello stampo entro un intervallo ristretto.
- Regolare la pressione di tenuta e il tempo di tenuta.
- Utilizzare un design del cancello bilanciato.
- Prolungare il tempo di raffreddamento prima dell'espulsione.
Punto chiave: Nella stampaggio a iniezione del PEEK, la temperatura dello stampo e il tempo di permanenza sono due dei controlli più importanti.
3. Problemi e soluzioni relativi allo stampaggio a compressione del PEEK

Lo stampaggio a compressione viene spesso utilizzato per lastre, barre, blocchi e componenti in PEEK che richiedono un elevato utilizzo di materiale o dimensioni particolari.
Vuoti o fori di vuoto
I vuoti all'interno di lamiere o barre stampate possono ridurre la resistenza meccanica e l'affidabilità della tenuta.
Cause comuni:
- Il materiale non era sufficientemente asciutto.
- Durante il caricamento si è formata umidità o aria intrappolata.
- La pressione di pressatura a freddo o a caldo era troppo bassa.
- Il profilo di riscaldamento non ha permesso la fuoriuscita del gas intrappolato.
Soluzioni pratiche:
- Asciugare accuratamente la polvere o la resina PEEK prima dello stampaggio.
- Mantenere il livello di umidità più basso possibile prima del carico.
- Aumentare la pressione di pressatura a freddo e a caldo.
- Utilizzare una pressione graduale per facilitare l'eliminazione del gas interno.
Perdita di materiale dovuta a bava e bordi
Le bave di stampaggio possono rilasciare la pressione dallo stampo. Quando ciò accade, il centro del pezzo potrebbe risultare sottoriempito o meno denso.
Cause comuni:
- Lo spazio di sicurezza per la muffa è eccessivo.
- La pressione si perde a causa di un'eccessiva vaporizzazione.
- La velocità di chiusura dello stampo è troppo lenta.
- La velocità di pressione non è stabile.
Soluzioni pratiche:
- Controllo della rimozione della muffa, spesso intorno 0,05–0,10 mm a seconda della progettazione dell'utensile.
- Utilizzare distanziatori per controllare lo spessore del pezzo.
- Chiudere lo stampo prima che il materiale fuso perda fluidità.
- Mantenere una pressione e una velocità di pressione costanti.
Crepe durante o dopo la sformatura
Il PEEK stampato per compressione può presentare elevate tensioni interne a causa della cristallinità e della storia di raffreddamento.
Cause comuni:
- Il pezzo viene sformato quando è ancora troppo caldo.
- Il raffreddamento è troppo rapido.
- Il processo di ricottura non è controllato.
- Le superfici di contatto dello stampo creano un'elevata forza di sformatura.
Soluzioni pratiche:
- Utilizzare una ricottura lenta dopo lo stampaggio.
- Evitare lo sformamento forzato sopra 150 °C.
- Lucidare le superfici di contatto dello stampo.
- Raffreddare in modo controllato anziché accelerare il ciclo.
Carbonizzazione o contaminazione della superficie
Le aree superficiali annerite, con bolle o sporche sono spesso dovute a tempi di riscaldamento prolungati, utensili sporchi o contaminazione del materiale.
Cause comuni:
- Il tempo di riscaldamento è troppo lungo.
- La superficie dello stampo non è pulita.
- Il forno di essiccazione contiene polvere o residui.
- Il materiale è esposto durante il caricamento.
Soluzioni pratiche:
- Controllare attentamente il tempo di riscaldamento.
- Pulire gli stampi prima della produzione.
- Mantieni pulite le attrezzature di asciugatura e gli strumenti di carico.
- Conservare il materiale PEEK in un imballaggio sigillato e asciutto.
Punto chiave: I difetti dello stampaggio a compressione sono spesso nascosti all'interno del pezzo. Una buona essiccazione, un adeguato controllo della pressione e un processo di ricottura contribuiscono a ridurre i difetti interni prima dell'inizio della lavorazione.
4. Problemi e soluzioni per la stampa 3D con PEEK
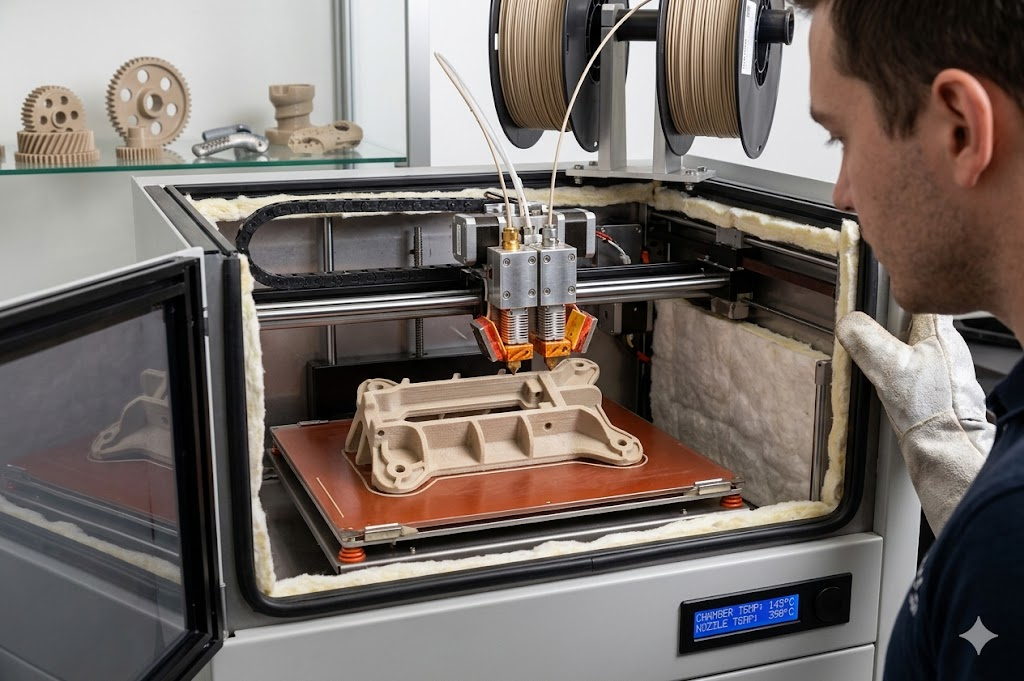
La stampa FDM in PEEK viene utilizzata per prototipi, componenti a basso volume, attrezzature, modelli medicali e componenti industriali personalizzati.
Una tipica stampante da tavolo per PLA o ABS non è sufficiente.
Delaminazione degli strati
La delaminazione degli strati si verifica quando gli strati stampati non aderiscono bene.
Cause comuni:
- La temperatura della camera è troppo bassa.
- La differenza di temperatura tra gli strati è troppo elevata.
- La velocità di stampa è troppo elevata.
- La temperatura dell'ugello è inferiore all'intervallo consigliato per il filamento.
Soluzioni pratiche:
- Utilizzare una camera riscaldata. Una temperatura della camera di 90 °C o superiore spesso è necessario, e 120 °C o superiore è preferibile quando la stampante lo consente.
- Ridurre la velocità di stampa.
- Aumentare la temperatura dell'ugello in base alla guida del filamento.
- Dopo la stampa, sottoporre i pezzi stampati a ricottura per migliorare l'adesione tra gli strati.
Deformazione o distacco del letto
Il PEEK si restringe raffreddandosi. Gli angoli possono sollevarsi e il modello potrebbe staccarsi dal piano di stampa.
Cause comuni:
- La temperatura del letto è troppo bassa.
- La superficie di stampa non aderisce bene al PEEK.
- Gli angoli dei pezzi si raffreddano troppo rapidamente.
- L'area di contatto tra il pezzo e il piano di appoggio è troppo piccola.
Soluzioni pratiche:
- Utilizzare una superficie di stampa in PEI o un adesivo resistente alle alte temperature.
- Mantenere la temperatura del letto intorno 140–160 °C quando l'attrezzatura lo consente.
- Aggiungere un bordo per aumentare la superficie di contatto con il letto di carta.
- Evitate di posizionare gli angoli vivi direttamente sul piano di costruzione.
Difficoltà nella rimozione del supporto
Le strutture di supporto in PEEK potrebbero aderire in modo troppo forte al componente.
Cause comuni:
- La distanza di supporto sull'asse Z è troppo piccola.
- Il materiale di supporto è dello stesso tipo di PEEK del componente.
- La progettazione a sbalzo richiede un supporto eccessivo.
- L'orientamento di stampa crea aree di supporto difficili da raggiungere.
Soluzioni pratiche:
- Utilizzare supporti solubili se la stampante li supporta.
- Regolare la distanza Z del supporto a circa 0,2–0,3 mm come intervallo di partenza.
- Riprogettare il componente per ridurre le sporgenze.
- Utilizzare, ove possibile, angolari autoportanti.
Ostruzione dell'ugello
L'intasamento può interrompere la stampa o causare un'estrusione irregolare.
Cause comuni:
- Il filamento contiene umidità.
- Il calore si propaga verso l'alto e ammorbidisce il filamento troppo presto.
- L'ugello è rivestito in PEEK rinforzato con fibra di carbonio.
- La stampante rimane inattiva con l'ugello ad alta temperatura.
Soluzioni pratiche:
- Filamento PEEK secco a 120–150 °C per circa 4 ore prima della stampa.
- Per il PEEK caricato, utilizzare ugelli in acciaio temprato o resistenti all'usura.
- Verificare il raffreddamento del dissipatore di calore.
- Evitare lunghi periodi di inattività ad alte temperature dell'ugello.
Punto chiave: La stampa 3D in PEEK dipende dalla costanza della temperatura. Il calore della camera di stampa, il calore del piano di stampa, il filamento asciutto e la ricottura post-stampa influiscono tutti sul risultato finale.
5. Problemi e soluzioni nella lavorazione del PEEK

Barre, lastre e semilavorati stampati in PEEK vengono spesso lavorati con macchine a controllo numerico (CNC) per ottenere componenti di precisione. Rispetto ai metalli, il PEEK presenta una minore rigidità e una maggiore dilatazione termica.
Informazioni sulla lavorazione del PEEK di Ensinger Si sottolinea inoltre l'importanza di condizioni di lavorazione adeguate per il controllo dimensionale.
Usura rapida dell'utensile
Il PEEK rinforzato con fibra di vetro e con carbonio è abrasivo. Gli utensili standard possono usurarsi rapidamente, causando variazioni dimensionali e una finitura scadente.
Cause comuni:
- Il rivestimento degli utensili non è adatto al PEEK caricato.
- La velocità di taglio è troppo elevata.
- Il filo dell'utensile è smussato.
- I trucioli non vengono rimossi in modo pulito.
Soluzioni pratiche:
- Per le superfici riempite, utilizzare utensili diamantati o con rivestimento in diamante CVD.
- Per il PEEK rinforzato, mantenere la velocità di taglio intorno a 100–200 m/min come intervallo di partenza pratico.
- Utilizzare la fresatura in salita per ridurre l'attrito.
- Sostituire gli utensili prima che l'usura ne comprometta la tolleranza.
Burrs e Flash
Le bave compaiono spesso in corrispondenza delle uscite dei fori, dei bordi sottili e degli angoli fresati.
Cause comuni:
- Il filo della lama è smussato.
- L'avanzamento è troppo elevato al momento dello sfondamento della punta del trapano.
- Una parte della parete è sottile o priva di supporto.
- Il passaggio finale lascia troppo calore sul bordo.
Soluzioni pratiche:
- Mantieni gli attrezzi affilati.
- Ridurre l'avanzamento prima dello sfondamento della punta del trapano.
- Utilizzare esercizi a gradini laddove appropriato.
- Lascia circa 0,1 mm per una passata finale di rifinitura quando è necessaria la massima precisione.
- Per i bordi sottili, utilizzare percorsi utensile controllati.
Variazione dimensionale dopo la lavorazione
Un componente può avere dimensioni corrette sulla macchina, ma modificarsi dopo essere stato sganciato o immagazzinato.
Cause comuni:
- Il PEEK si espande più del metallo quando riscaldato.
- La misurazione è stata effettuata prima che la temperatura si stabilizzasse.
- La forza di serraggio ha causato una deformazione elastica.
- Le tensioni interne sono state rilasciate dopo la lavorazione.
Soluzioni pratiche:
- Utilizzare un liquido refrigerante o un sistema di raffreddamento ad aria per controllare la temperatura.
- Mantenere costante la temperatura di ispezione.
- Evitare di applicare una forza di serraggio eccessiva.
- Prima la sgrossatura, poi la ricottura di distensione.
- Dimensioni finali critiche della macchina dopo la ricottura.
Superficie ruvida o bianca lavorata
Una superficie ruvida, squamosa o sbiancata può derivare da un accumulo di calore, dall'usura degli utensili o da una rimozione inadeguata dei trucioli.
Cause comuni:
- Il calore non viene dissipato abbastanza velocemente.
- I trucioli si avvolgono attorno all'utensile o rilavorano la superficie.
- Lo strumento è smussato.
- L'avanzamento per giro è troppo elevato.
Soluzioni pratiche:
- Utilizzare liquido refrigerante o raffreddamento ad aria.
- Rimozione dei trucioli durante la lavorazione.
- Aumentare la velocità del mandrino e ridurre l'avanzamento per giro.
- Per ottenere superfici di alta qualità, utilizzare utensili diamantati.
Punto chiave: La lavorazione del PEEK non è la stessa cosa della lavorazione dei metalli. Temperatura, serraggio, affilatura dell'utensile e distensione delle tensioni hanno un effetto diretto sulle dimensioni finali.
Come scegliere il grado di PEEK giusto

Le diverse qualità di PEEK si comportano in modo diverso durante la lavorazione. Una qualità adatta allo stampaggio a iniezione potrebbe non essere la scelta migliore per la lavorazione meccanica o la stampa 3D.
PEEK vergine
Il PEEK vergine viene utilizzato quando purezza, robustezza, resistenza chimica e una finitura superficiale pulita sono caratteristiche importanti.
Usi comuni:
- Componenti medici e di laboratorio
- Componenti di isolamento elettrico
- Alloggiamenti di precisione
- Componenti resistenti agli agenti chimici
PEEK rinforzato con fibra di vetro
Il PEEK rinforzato con fibra di vetro migliora la rigidità e la stabilità dimensionale.
Usi comuni:
- Componenti di pompe e compressori
- Staffe strutturali
- Apparecchiature per alte temperature
- Componenti industriali stampati
PEEK caricato con carbonio
Il PEEK caricato con carbonio offre maggiore rigidità, minore dilatazione termica e migliore resistenza all'usura rispetto al PEEK vergine.
Usi comuni:
- Cuscinetti e boccole
- Componenti scorrevoli
- Componenti aerospaziali e automobilistici
- Componenti lavorati con precisione
PEEK ESD o conduttivo
Il PEEK ESD viene utilizzato laddove è importante il controllo delle scariche elettrostatiche.
Usi comuni:
- Dispositivi per semiconduttori
- Componenti elettronici per la gestione
- Prese di prova
- Componenti di controllo statico
PEEK caricato con PTFE o modificato per resistere all'usura
Il PEEK caricato con PTFE può ridurre l'attrito e migliorare il comportamento di scorrimento.
Usi comuni:
- Indossa anelli
- Guarnizioni
- Sedili a vite
- parti mobili a basso attrito
Per gli acquirenti che confrontano i polimeri ad alta temperatura, può essere utile anche rivedere PFA contro PTFE e relative opzioni di fluoropolimeri. Il PEEK viene spesso scelto per la sua resistenza meccanica. Il PTFE, il PFA e il FEP vengono spesso scelti per la resistenza chimica, il basso attrito e per applicazioni di rivestimento o foderatura.
Lista di controllo pratica per la lavorazione del PEEK
Utilizzate questa lista di controllo prima di effettuare campionamenti, prove pilota o produzione di massa.
Preparazione del materiale:
- Confermare il grado esatto di PEEK e il tipo di riempitivo.
- Verificare se la resina, la polvere, il foglio, la bacchetta o il filamento hanno assorbito umidità.
- Asciugare il materiale secondo le istruzioni riportate nella scheda tecnica del fornitore.
- Mantenere la confezione sigillata fino al momento della produzione.
- Evitare di mescolare materiale riciclato sconosciuto o contaminato.
Attrezzature e utensili:
- Verificare il controllo della temperatura di canna, matrice, stampo, ugello e camera.
- Pulire viti, cilindri, canali e stampi prima di utilizzare il PEEK.
- Confermare il progetto di sportello, canale di alimentazione, ventilazione e raffreddamento.
- Utilizzare utensili adatti per PEEK vergine o rinforzato.
- Prevedere un tempo di riscaldamento sufficiente per le apparecchiature ad alta temperatura.
Controllo di processo:
- Controllare il tempo di permanenza per ridurre la carbonizzazione.
- Evitate i raffreddamenti improvvisi quando è importante controllare lo stress.
- Utilizzare la ricottura per i pezzi stampati a compressione, i pezzi stampati e i pezzi lavorati di precisione quando necessario.
- Registrare le impostazioni del processo durante le prove.
- Confrontare le dimensioni dei pezzi dopo la stabilizzazione, non solo immediatamente dopo la produzione.
Controlli di qualità:
- Verificare la finitura superficiale, il colore e la presenza di difetti visibili.
- Se necessario, prelevare dei campioni per verificare la presenza di vuoti interni.
- Misurare le dimensioni critiche dopo il raffreddamento.
- Quando possibile, testare i componenti in condizioni di utilizzo reali.
- Conservare i registri di produzione per garantire la tracciabilità.
Punto chiave: Gli scarti di PEEK sono spesso evitabili. Una checklist chiara aiuta acquirenti e fabbriche a ridurre i tentativi ed errori durante la fase di approvazione del materiale.
Richiedi supporto per il materiale PEEK e la sua lavorazione
Se state selezionando un tipo di PEEK per stampaggio, estrusione, stampaggio a compressione, stampa 3D o lavorazione meccanica, condividete con noi i dettagli della vostra applicazione e del processo. Possiamo aiutarvi a valutare le opzioni di qualità, le schede tecniche, le necessità di campioni e i requisiti di fornitura.
Peflon può supportare:
- Resina PEEK e granuli
- Polvere di PEEK per stampaggio a compressione e applicazioni correlate al rivestimento.
- PEEK vergine, PEEK GF, PEEK CF e PEEK ESD
- PEEK caricato con PTFE e modificato per resistere all'usura
- Selezione dei materiali per distributori e stabilimenti a valle
- Linee guida per l'elaborazione di prove e revisione della produzione
Contatta Peflon per richiedere una scheda tecnica, un campione o un preventivo.
FAQ
Che cos'è il materiale PEEK?
Il PEEK, o polietereterchetone, è un termoplastico semicristallino ad alta temperatura. Viene utilizzato in applicazioni ingegneristiche che richiedono resistenza al calore, resistenza chimica, robustezza e stabilità dimensionale.
A quale temperatura deve essere essiccato il PEEK?
Una condizione di essiccazione comune per la resina PEEK è 150 °C per 3-4 ore prima dell'estrusione o dello stampaggio a iniezione. Il filamento PEEK viene spesso essiccato a 120–150 °C per circa 4 ore Prima di stampare, attenersi sempre alla scheda tecnica del fornitore per il grado specifico.
Perché compaiono macchie nere durante la lavorazione del PEEK?
Le macchie nere derivano solitamente da materiale carbonizzato. Le cause più comuni includono temperature eccessive, tempi di permanenza prolungati, zone morte nella vite o nella matrice, pulizia inadeguata o calore di taglio eccessivo.
Perché il PEEK si deforma dopo lo stampaggio a iniezione?
La deformazione del PEEK è spesso causata da temperature di stampo non uniformi, riempimento non bilanciato, eccessive tensioni residue, progettazione inadeguata del sistema di raffreddamento o cristallizzazione incontrollata.
È possibile stampare in 3D il PEEK?
Sì. Il PEEK può essere stampato con apparecchiature FDM ad alta temperatura. Richiede un'elevata temperatura dell'ugello, un piano riscaldato, una camera riscaldata, filamento asciutto e un accurato processo di ricottura per una migliore stabilità dimensionale.
Il PEEK è difficile da lavorare?
Il PEEK può essere lavorato con precisione, ma richiede utensili affilati, un serraggio controllato, una buona rimozione dei trucioli e un controllo preciso della temperatura. Le leghe di PEEK rinforzate con fibra di vetro e carbonio possono usurare gli utensili più rapidamente rispetto al PEEK vergine.
Quale grado di PEEK è il migliore per i componenti soggetti a usura?
Il PEEK caricato con carbonio e il PEEK caricato con PTFE sono materiali comunemente utilizzati per le parti soggette ad usura. La scelta del tipo più adatto dipende da carico, velocità, temperatura, superficie di contatto ed esposizione a sostanze chimiche.
Peflon è in grado di fornire PEEK per estrusione, stampaggio e lavorazione meccanica?
Sì. Peflon fornisce resina PEEK, polvere PEEK, PEEK vergine, PEEK rinforzato, PEEK ESD e PEEK caricato con PTFE per applicazioni di estrusione, stampaggio a iniezione, stampaggio a compressione, stampa 3D e lavorazione CNC.
Porta via
Il PEEK viene scelto per applicazioni esigenti, ma la sua qualità finale dipende fortemente dal controllo del processo. Essiccazione, temperatura, pressione, raffreddamento, ricottura, utensili e progettazione del pezzo influiscono tutti sul prodotto finito.
Se state acquistando PEEK per la produzione, non limitatevi a consultare la scheda tecnica. Valutate anche il processo produttivo. Il grado giusto, abbinato alla corretta finestra di lavorazione, può ridurre i difetti, stabilizzare le forniture e semplificare la scalabilità della produzione.