Полиэфирэфиркетон (PEEK) — это высокотемпературный конструкционный полимер, используемый в тех случаях, когда стандартные пластмассы не соответствуют требованиям по тепловым, химическим, износостойким или размерным характеристикам. Однако конечное качество детали из PEEK зависит не только от марки материала.
Процесс обработки имеет значение.
В этом руководстве описаны распространенные дефекты PEEK, возникающие при экструзии, литье под давлением, компрессионном формовании, 3D-печати методом FDM и обработке на станках с ЧПУ. Оно предназначено для покупателей, научно-исследовательских групп, менеджеров по цепочке поставок, менеджеров по продуктам, дистрибьюторов и производителей, работающих с конечными потребителями, которым необходимы стабильные производственные процессы, меньшее количество брака и более четкий выбор материалов.
Температура плавления PEEK составляет примерно 343°C, в соответствии с Обзор полиэфирэфиркетона в Википедии. Высокая температура плавления помогает в сложных областях применения, но также сужает технологический диапазон по сравнению со многими стандартными конструкционными пластиками.
В компании Peflon мы поставляем продукцию. Материал ПЭЭК для литья под давлением, экструзии, компрессионного формования, компаундирования и механической обработки. Мы также поддерживаем производство высокоэффективных полимеров, в том числе: Дисперсия ПТФЭ и Материалы ПФА.
Почему процесс обработки PEEK требует тщательного контроля
PEEK — это полукристаллический термопластик. Его кристалличность, скорость охлаждения и термическая история могут влиять на прочность, усадку, качество поверхности и стабильность размеров.
Для отделов закупок это важно, поскольку брак обходится дорого. Для отделов исследований и разработок данные одного испытания могут не соответствовать данным массового производства, если технологический процесс изменится. Для менеджеров по цепочке поставок стабильный сорт также должен соответствовать оборудованию и производственному циклу заказчика.
Ключевые факторы обработки, которые необходимо проверить:
- Сушка: Влага может вызывать образование пузырьков, пустот, шероховатость поверхности и нестабильность потока.
- Регулировка температуры: Для работы с PEEK необходимы высокие температуры, но чрезмерная температура или длительное время выдержки могут привести к карбонизации.
- Давление и набивка: Недостаточное давление может привести к образованию вмятин, пустот или неполному заполнению.
- Охлаждение и отжиг: Быстрое охлаждение может увеличить внутреннее напряжение и привести к изменению размеров.
- Инструменты и приспособления: Полиэфирэфиркетон (PEEK) расширяется сильнее, чем металл, и может деформироваться под воздействием высокой силы зажима.
Ключевой момент: Обработка PEEK — это вопрос соответствия материала и процесса. Изменение одного параметра может помочь, но для обеспечения стабильного производства обычно требуется полный анализ процесса.
1. Проблемы и способы их решения при экструзии PEEK.

Экструзия полиэфирэфиркетона (PEEK) часто используется для производства стержней, листов, труб, профилей и других полуфабрикатов. Эти детали впоследствии могут быть обработаны для изготовления уплотнений, втулок, подшипников, деталей насосов или прецизионных компонентов.
Шероховатость поверхности или нерасплавленные частицы
Шероховатая поверхность с белыми или нерасплавленными частицами обычно означает, что расплав не полностью пластифицирован.
Распространенные причины:
- Температура ствола или матрицы слишком низкая.
- Канал подачи фильеры слишком большой.
- Перед запуском кристалл не был полностью предварительно прогрет.
- Время пребывания расплава в потоке неравномерно.
Практические решения:
- Повысьте температуру ствола и матрицы в пределах рекомендованного диапазона.
- По возможности уменьшите объем каналов кристалла, превышающий допустимые размеры.
- Улучшите перемешивание расплава перед фильерой.
- Перед началом стабильного производства необходимо полностью прогреть матрицу.
Поверхность апельсиновой кожуры
Текстура, напоминающая апельсиновую корку, выглядит неровной и тусклой. Часто это указывает на плохую текучесть расплава, шероховатую поверхность фильеры или слишком агрессивное охлаждение.
Распространенные причины:
- Температура плавления слишком низкая.
- Поверхность грязная, изношенная или не отполированная.
- Охлаждение после экструзии происходит слишком быстро.
- Материал подвергается воздействию неравномерных температурных зон.
Практические решения:
- Умеренно повысьте температуру материала или матрицы.
- Очистите и отполируйте поверхность матрицы.
- Избегайте резкого охлаждения.
- Для снижения внутреннего напряжения используйте поэтапное охлаждение.
Пустоты или пористость
Внутри профиля или вблизи поверхности могут образовываться пустоты. Они могут снижать механическую прочность, надежность герметизации и срок службы.
Распространенные причины:
- Смола PEEK была недостаточно высушена.
- Влага или летучие вещества оказались заперты внутри расплава.
- Давление формования было слишком низким.
- Внешний слой остыл слишком быстро и запечатал газ внутри.
Практические решения:
- Высушите PEEK перед экструзией. Обычно в качестве отправной точки используют... 150°C в течение 3–4 часов, но всегда следуйте техническим характеристикам, указанным поставщиком.
- Для удаления влаги и газа используйте постепенный нагрев.
- Увеличьте давление формования для уплотнения расплава.
- Перед началом производства храните смолу в герметичной упаковке.
Черные пятна или черное ядро
Черные пятна, черные линии или темное ядро обычно являются признаками обугливания материала.
Распространенные причины:
- Мертвые зоны в стволе, винте, адаптере или матрице.
- Чрезмерная температура обработки.
- Длительное время пребывания.
- Высокое давление вызывает локальный перегрев.
- Волокнистонаполненные марки стали выделяют дополнительное тепло при высоких сдвиговых нагрузках.
Практические решения:
- После каждого цикла производства необходимо очистить ствол, шнек и матрицу.
- Избегайте чрезмерно высоких температурных режимов.
- Сократите время пребывания в системе во время запуска и остановки.
- Контролируйте давление в головке блока цилиндров.
- При работе с полиэфирэфиркетоном, армированным стекловолокном или углеродом, следует уменьшить ненужное сдвиговое воздействие.
Спиральные метки при экструзии стержня
Внутри стержня из PEEK могут образовываться спиральные метки, следующие за направлением шнека. Они могут влиять на внутреннюю однородность и механическую прочность.
Распространенные причины:
- После выхода из шнека поток расплава продолжает вращаться.
- Прямая земля слишком коротка.
- Стенка шнека или цилиндра загрязнена.
- Давление расплава нестабильно до момента прохождения через фильеру.
Практические решения:
- Добавить или улучшить пластину прерывателя.
- Увеличьте длину площадки для установки кристалла.
- Тщательно очистите винт и цилиндр.
- Перед запуском полномасштабного производства необходимо стабилизировать давление расплава.
Ключевой момент: При экструзии PEEK важны как качество поверхности, так и внутренняя структура. Чистый поток, стабильный температурный режим и контролируемая схема охлаждения имеют решающее значение.
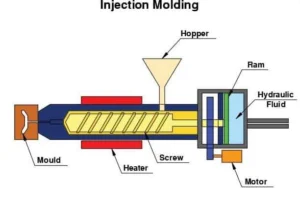
2. Проблемы и способы их решения при литье под давлением PEEK.

Литье под давлением подходит для изготовления сложных деталей из PEEK со сложной геометрией, тонкими сечениями, ребрами, отверстиями и элементами крепления.
Пожелтение, потемнение или появление черных пятен
Изменение цвета или появление черных частиц часто свидетельствует о термической деградации или загрязнении.
Распространенные причины:
- Температура в стволе или канале слишком высока.
- Материал слишком долго находится в бочке.
- Винт и ствол имеют нагар.
- Смола не была высушена перед формованием.
- Высокая скорость впрыска приводит к чрезмерному выделению тепла в результате сдвига.
Практические решения:
- Снизьте температуру ствола или канала, если есть подозрение на их износ.
- Перед запуском процесса PEEK очистите шнек и цилиндр.
- Подберите размер порции впрыска в соответствии с размером порции в машине, чтобы контролировать время пребывания в ней.
- Перед формованием высушите смолу.
- Отрегулируйте скорость впрыска в зависимости от конструкции детали и схемы литникового канала.
Усадочные швы и деформация
Следы усадки обычно появляются в толстых участках или за ребрами.
Распространенные причины:
- Давление удержания слишком низкое.
- Время удержания слишком короткое.
- Затвор застывает до того, как деталь будет полностью упакована.
- Ворота слишком маленькие или расположены вдали от толстых участков.
- Толщина стенок слишком сильно варьируется.
Практические решения:
- Увеличьте давление удержания.
- Увеличьте время выдержки.
- Отрегулируйте температуру плавления.
- При необходимости увеличьте размер ворот.
- Если позволяет конструкция, разместите ворота ближе к более густым зарослям.
Сварные швы и слабые места
Швы часто образуются в местах соприкосновения двух фронтов расплава, например, вокруг отверстий или многоканальных путей потока.
Распространенные причины:
- Температура в форме слишком низкая.
- Температура фронта плавления падает перед точкой соприкосновения.
- В месте сварки задерживается воздух.
- Положение затвора создает сварочный шов в зоне нагрузки.
- Путь течения расплава слишком длинный или несбалансированный.
Практические решения:
- Повысьте температуру пресс-формы.
- Повысьте температуру расплава и скорость впрыска в пределах безопасных значений.
- Улучшите вентиляцию плесени.
- Переместите сварочные швы подальше от зон с высокой нагрузкой.
- По возможности, следует предусмотреть переливные колодцы.
Неполное или неполное наполнение
Полиэфирэфиркетон (PEEK) обладает высокой вязкостью расплава, поэтому детали с тонкими стенками или длинными струями могут не заполниться жидкостью.
Распространенные причины:
- Давление впрыска слишком низкое.
- Скорость впрыска слишком низкая.
- Температура в форме слишком низкая.
- Объём дроби недостаточен.
- Размеры затвора или направляющей ограничивают поток.
Практические решения:
- Увеличьте давление и скорость впрыска.
- Повысьте температуру плесени, чтобы предотвратить преждевременное замерзание.
- Проверьте объем порции и производительность машины.
- При необходимости увеличьте размеры ворот и направляющих.
- Добавьте вентиляцию, чтобы уменьшить сопротивление воздуха, находящегося внутри помещения.
Искривление и деформация
Деформация PEEK тесно связана с кристалличностью, неравномерным охлаждением, остаточными напряжениями и несбалансированным заполнением.
Распространенные причины:
- Температура в форме неравномерная.
- Разница температур передней и задней частей пресс-формы слишком велика.
- Удерживая давление, вы создаете чрезмерное остаточное напряжение.
- Расположение ворот несбалансировано.
- Время охлаждения слишком короткое.
Практические решения:
- Поддерживайте равномерную температуру формы.
- Контролируйте разницу температур в пресс-форме в узком диапазоне.
- Отрегулируйте давление и время удержания.
- Используйте сбалансированную конструкцию затвора.
- Увеличьте время охлаждения перед выбросом.
Ключевой момент: При литье под давлением PEEK температура пресс-формы и время выдержки являются двумя наиболее важными параметрами контроля.
3. Проблемы и способы их решения при компрессионном формовании с использованием PEEK.

Метод компрессионного формования часто используется для изготовления листов, стержней, блоков и деталей из полиэфирэфиркетона (PEEK), требующих большого расхода материала или специальных размеров.
Пустоты или вакуумные отверстия
Пустоты внутри формованных листов или стержней могут снижать механическую прочность и надежность герметизации.
Распространенные причины:
- Материал был недостаточно высушен.
- Влага или воздух оказались заперты внутри во время погрузки.
- Давление при холодном или горячем прессовании было слишком низким.
- Режим нагрева не позволял захваченному газу выходить наружу.
Практические решения:
- Перед формованием тщательно высушите порошок или смолу PEEK.
- Перед загрузкой необходимо поддерживать минимальный уровень влажности.
- Увеличьте давление при холодном и горячем прессовании.
- Используйте поэтапное повышение давления для удаления газа из внутренних органов.
Потеря материала при обработке краев и кромок.
Облой может сбрасывать давление из пресс-формы. В этом случае центральная часть детали может оказаться недозаполненной или менее плотной.
Распространенные причины:
- Зазор между пресс-формой и литьевой формой слишком велик.
- Потеря давления происходит из-за чрезмерного взрыва.
- Скорость закрытия пресс-формы слишком низкая.
- Скорость нажатия нестабильна.
Практические решения:
- Контроль за зазором под плесенью, часто вокруг 0,05–0,10 мм в зависимости от конструкции инструмента.
- Используйте прокладки для регулирования толщины детали.
- Закройте форму до того, как расплав перестанет течь.
- Поддерживайте постоянное давление и скорость нажатия.
Растрескивание во время или после демонтажа опалубки.
Полиэфирэфиркетон, полученный методом компрессионного формования, может испытывать высокое внутреннее напряжение из-за кристалличности и истории охлаждения.
Распространенные причины:
- Деталь извлекается из формы, когда она слишком горячая.
- Охлаждение происходит слишком быстро.
- Процесс отжига не контролируется.
- Контактные поверхности пресс-формы создают высокое усилие при извлечении изделия из формы.
Практические решения:
- После формования используйте медленный отжиг.
- Избегайте принудительного извлечения изделий из формы. 150°C.
- Полярные контактные поверхности пресс-формы.
- Охлаждайте контролируемым образом, а не торопите цикл.
Поверхностная карбонизация или загрязнение
Почернение, вздутие или загрязнение поверхности часто являются следствием длительного нагрева, загрязнения инструмента или попадания загрязненного материала.
Распространенные причины:
- Время нагрева слишком велико.
- Поверхность пресс-формы не чистая.
- В сушильной печи скапливается пыль или остатки.
- Материал обнажается во время погрузки.
Практические решения:
- Тщательно контролируйте время нагрева.
- Перед началом производства необходимо очистить формы.
- Содержите сушильное оборудование и инструменты для загрузки в чистоте.
- Храните материал PEEK в герметичной, сухой упаковке.
Ключевой момент: Дефекты при компрессионном формовании часто скрыты внутри детали. Хорошая сушка, контроль давления и отжиг помогают снизить количество внутренних повреждений до начала механической обработки.
4. Проблемы и способы их решения при 3D-печати с использованием PEEK.
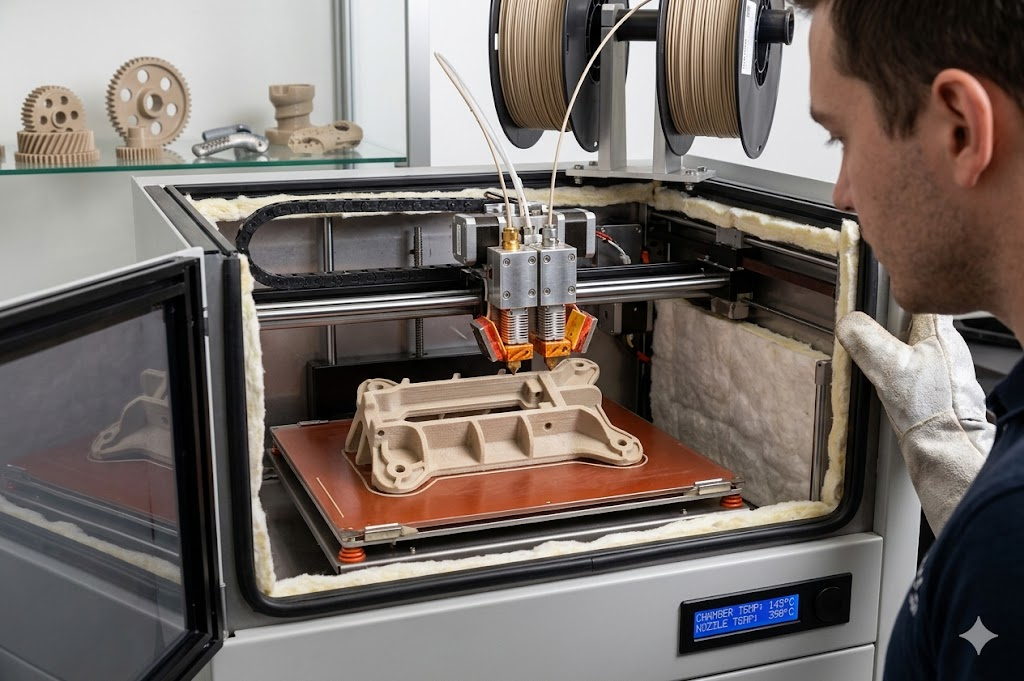
Технология FDM-печати с использованием PEEK применяется для изготовления прототипов, мелкосерийных деталей, оснастки, медицинских моделей и промышленных компонентов по индивидуальному заказу.
Обычного настольного принтера для печати PLA или ABS недостаточно.
Разделение слоев
Расслоение слоев происходит, когда напечатанные слои плохо сцепляются друг с другом.
Распространенные причины:
- Температура в камере слишком низкая.
- Разница температур между слоями слишком велика.
- Скорость печати слишком высока.
- Температура сопла ниже рекомендованного диапазона для данного типа нити.
Практические решения:
- Используйте камеру с подогревом. Температура в камере должна быть... 90°C или выше часто требуется, и 120°C или выше Предпочтительно использовать, если принтер это позволяет.
- Снизьте скорость печати.
- Повышайте температуру сопла в соответствии с направлением нити.
- После печати напечатанные детали подвергать отжигу для улучшения сцепления слоев.
Деформация или отрыв станины
PEEK сжимается при охлаждении. Углы могут приподниматься, и модель может отделиться от рабочей платформы.
Распространенные причины:
- Температура в постели слишком низкая.
- Поверхность для печати плохо сцепляется с PEEK.
- Некоторые углы остывают слишком быстро.
- Площадь контакта между деталью и основанием слишком мала.
Практические решения:
- Используйте поверхность для построения из полиэтиленимина (PEI) или высокотемпературный клей.
- Поддерживайте температуру на постельном белье в пределах... 140–160 °C когда это позволяет оборудование.
- Добавьте бортик, чтобы увеличить площадь контакта с кроватью.
- Избегайте размещения острых углов непосредственно на рабочей платформе.
Сложность удаления опоры
Опорные конструкции из PEEK могут слишком сильно прилипнуть к детали.
Распространенные причины:
- Расстояние по оси Z слишком мало.
- В качестве вспомогательного материала используется тот же сорт PEEK, что и для основной детали.
- Конструкция с выступающими элементами требует слишком большой опоры.
- Ориентация печати создает труднодоступные опорные зоны.
Практические решения:
- Используйте растворимые поддерживающие материалы, если принтер их поддерживает.
- Отрегулируйте расстояние Z опоры примерно до 0,2–0,3 мм в качестве начального диапазона.
- Перепроектируйте деталь, чтобы уменьшить выступающие части.
- По возможности используйте самонесущие уголки.
Засорение форсунки
Засорение может остановить печать или привести к неравномерной экструзии.
Распространенные причины:
- Нить содержит влагу.
- Нагрев происходит постепенно, и нить накаливания размягчается слишком рано.
- Сопло изготовлено из армированного углеродным волокном полиэфирэфиркетона (PEEK).
- Принтер находится в режиме ожидания при высокой температуре сопла.
Практические решения:
- Сухая нить PEEK на 120–150 °C в течение примерно 4 часов перед печатью.
- Для наполнения PEEK используйте сопла из закаленной стали или износостойкие сопла.
- Проверьте систему охлаждения теплового барьера.
- Избегайте длительных периодов простоя при высокой температуре форсунки.
Ключевой момент: 3D-печать с использованием PEEK зависит от стабильности температуры. Нагрев камеры, нагрев платформы, сушка филамента и послепечатный отжиг — все это влияет на конечный результат.
5. Проблемы и способы их решения при обработке PEEK.

Стержни, листы и формованные заготовки из PEEK часто обрабатываются на станках с ЧПУ для получения прецизионных деталей. По сравнению с металлами, PEEK обладает меньшей жесткостью и большим коэффициентом теплового расширения.
Информация по обработке PEEK от компании Ensinger Также отмечается важность надлежащих условий обработки для контроля размеров.
Быстрый износ инструмента
Полиэфирэфиркетон (PEEK), армированный стекловолокном и углеродом, обладает абразивными свойствами. Стандартные инструменты могут быстро изнашиваться, вызывая смещение размеров и ухудшение качества обработки.
Распространенные причины:
- Нанесение покрытия на оснастку не подходит для наполненного PEEK.
- Скорость резки слишком высока.
- Кромка инструмента затупилась.
- Сколы удаляются некачественно.
Практические решения:
- Для полированных пород используйте инструменты с алмазным покрытием или алмазные инструменты, изготовленные методом химического осаждения из газовой фазы (CVD).
- Для армированного PEEK скорость резки должна быть примерно такой же. 100–200 м/мин в качестве практичного начального диапазона.
- Для уменьшения трения используйте фрезерование в попутном направлении.
- Заменяйте инструменты до того, как износ начнет влиять на допуски.
Заусенцы и вспышки
Заусенцы часто появляются на выходных отверстиях, тонких кромках и фрезерованных углах.
Распространенные причины:
- Передовые технологии скучны.
- Подача слишком высокая в момент прорыва бурового раствора.
- Часть стенки тонкая или не имеет опоры.
- На заключительном этапе слишком много тепла остается на краю.
Практические решения:
- Держите инструменты в остром состоянии.
- Уменьшите подачу перед прорывом бура.
- При необходимости используйте упражнения на развитие мелкой моторики.
- Оставьте примерно 0,1 мм для завершающего этапа, когда требуется точность.
- Для обработки тонких кромок используйте контролируемые траектории движения инструмента.
Изменение размеров после механической обработки
Деталь может правильно измеряться на станке, а затем изменить свои параметры после снятия зажима или хранения.
Распространенные причины:
- Полиэфирэфиркетон (PEEK) расширяется при нагревании сильнее, чем металл.
- Измерения проводились до стабилизации температуры.
- Сила зажима вызвала упругую деформацию.
- Внутренние напряжения были сняты после обработки.
Практические решения:
- Для регулирования температуры используйте охлаждающую жидкость или воздушное охлаждение.
- Поддерживайте постоянную температуру при проведении осмотра.
- Избегайте чрезмерного усилия зажима.
- Сначала черновая обработка, затем отжиг для снятия внутренних напряжений.
- После отжига завершите обработку критически важных размеров станка.
Шероховатая или белая обработанная поверхность
Шероховатая, чешуйчатая или побелевшая поверхность может быть результатом перегрева, износа инструмента или плохого удаления стружки.
Распространенные причины:
- Тепло отводится недостаточно быстро.
- Стружка налипает на инструмент или повторно обрабатывает поверхность.
- Инструмент затупился.
- Подача за один оборот слишком высока.
Практические решения:
- Используйте охлаждающую жидкость или воздушное охлаждение.
- Удаление стружки в процессе обработки.
- Увеличьте скорость вращения шпинделя и уменьшите подачу за оборот.
- Для достижения высокого качества поверхности используйте алмазный инструмент.
Ключевой момент: Обработка PEEK отличается от обработки металла. Температура, зажим, острота инструмента и снятие напряжений оказывают прямое влияние на конечные размеры.
Как выбрать правильный сорт PEEK

Различные марки PEEK ведут себя по-разному в процессе обработки. Марка, хорошо подходящая для литья под давлением, может оказаться не лучшим выбором для механической обработки или 3D-печати.
Virgin PEEK
Первичный PEEK используется в тех случаях, когда важны чистота, прочность, химическая стойкость и безупречная поверхность.
Распространенные области применения:
- Медицинские и лабораторные компоненты
- Электрические изоляционные детали
- Корпуса прецизионной обработки
- Химически стойкие компоненты
Стеклонаполненный PEEK
Полиэфирэфиркетон, армированный стекловолокном, повышает жесткость и стабильность размеров.
Распространенные области применения:
- Компоненты насоса и компрессора
- Конструкционные кронштейны
- Высокотемпературные светильники
- формованные промышленные детали
Полиэфирэфиркетон, армированный углеродом
Полиэфирэфиркетон (PEEK) с добавлением углеродных наполнителей обладает большей жесткостью, меньшим тепловым расширением и лучшими износостойкими характеристиками по сравнению с чистым PEEK.
Распространенные области применения:
- Подшипники и втулки
- Скользящие компоненты
- аэрокосмические и автомобильные детали
- Компоненты, изготовленные методом высокоточной механической обработки.
ESD или проводящий PEEK
Материал ESD PEEK используется там, где важен контроль статического электричества.
Распространенные области применения:
- Полупроводниковые светильники
- Электронные компоненты для обработки
- Тестовые разъемы
- Компоненты статического контроля
ПЭЭК, наполненный ПТФЭ или модифицированный износостойкостью
Наполненный ПТФЭ полиэфиркетоном (PEEK) может снизить трение и улучшить скольжение.
Распространенные области применения:
- Носите кольца
- Уплотнения
- седла клапанов
- Подвижные части с низким коэффициентом трения
Покупателям, сравнивающим высокотемпературные полимеры, также может быть полезно ознакомиться с обзором. PFA против PTFE а также другие варианты фторполимеров. Полиэфиркетон (PEEK) часто выбирают из-за его механической прочности. Полифторэтилен (PTFE), полифторэфирацетат (PFA) и фторполимер (FEP) часто выбирают из-за их химической стойкости, низкого трения, а также для нанесения покрытий или облицовки.
Практический контрольный список обработки PEEK
Используйте этот контрольный список перед отбором проб, проведением опытных запусков или началом массового производства.
Подготовка материалов:
- Уточните точный сорт PEEK и тип наполнителя.
- Проверьте, не впитала ли смола, порошок, лист, стержень или нить влагу.
- Высушите материал в соответствии с техническими характеристиками, указанными в паспорте поставщика.
- Храните упаковку в герметичной упаковке до начала производства.
- Избегайте смешивания неизвестного вторичного сырья или загрязненного материала.
Оборудование и инструменты:
- Проверьте контроль температуры ствола, матрицы, пресс-формы, сопла и камеры сгорания.
- Перед запуском процесса PEEK необходимо очистить шнеки, цилиндры, литники и пресс-формы.
- Проверьте конструкцию затвора, направляющих, вентиляции и системы охлаждения.
- Используйте подходящие инструменты для работы с первичным или армированным PEEK.
- Для работы с высокотемпературным оборудованием необходимо обеспечить достаточное время нагрева.
Управление технологическим процессом:
- Контролируйте время пребывания вещества в камере, чтобы уменьшить образование нагара.
- Избегайте резкого охлаждения, когда важен контроль уровня стресса.
- При необходимости используйте отжиг для деталей, изготовленных методом компрессионного формования, деталей, напечатанных на печатном станке, и деталей, обработанных прецизионным способом.
- Записывайте параметры процесса во время испытаний.
- Сравнивайте размеры деталей после стабилизации, а не только сразу после производства.
Контроль качества:
- Проверьте качество поверхности, цвет и видимые дефекты.
- При необходимости нарежьте образцы для проверки внутренних пустот.
- Измерьте критические размеры после охлаждения.
- По возможности проводите тестирование деталей в реальных условиях эксплуатации.
- Ведите учет партий продукции для обеспечения отслеживаемости.
Ключевой момент: Зачастую брака PEEK можно избежать. Четкий контрольный список помогает покупателям и заводам сократить количество проб и ошибок на этапе утверждения материалов.
Запрос на поддержку по материалам и технологиям PEEK.
Если вы выбираете марку PEEK для литья, экструзии, компрессионного формования, 3D-печати или механической обработки, сообщите нам подробности вашего применения и технологического процесса. Мы поможем вам ознакомиться с вариантами марок, техническими характеристиками, необходимыми образцами и требованиями к поставкам.
Пефлон может поддерживать:
- Полиэфирэфиркетон (PEEK) смола и гранулы
- Порошок PEEK для компрессионного формования и нанесения покрытий.
- Virgin PEEK, GF PEEK, CF PEEK и ESD PEEK
- Полиэфирэфиркетон (PEEK) с наполнителем из ПТФЭ и модифицированный износостойкостью
- Выбор материалов для дистрибьюторов и последующих предприятий.
- Руководство по обработке данных для пробных запусков и анализа результатов производства.
Свяжитесь с Пефлоном Запросить техническую документацию, образец или коммерческое предложение.
Часто задаваемые вопросы
Что такое материал PEEK?
Полиэфирэфиркетон (PEEK) — это полукристаллический высокотемпературный термопластик. Он используется в машиностроении, где необходимы термостойкость, химическая стойкость, прочность и стабильность размеров.
При какой температуре следует сушить PEEK?
Обычно для сушки полимерной смолы PEEK используются следующие условия: 150°C в течение 3–4 часов перед экструзией или литьем под давлением. Филамент PEEK часто сушат при 120–150 °C в течение примерно 4 часов Перед печатью всегда следуйте техническим характеристикам, указанным поставщиком для конкретного сорта.
Почему в процессе обработки PEEK появляются черные пятна?
Черные пятна обычно появляются из-за обугливания материала. Распространенные причины включают чрезмерную температуру, длительное время пребывания материала в шнеке или матрице, застойные зоны, плохую очистку или чрезмерное тепловое воздействие при сдвиге.
Почему PEEK деформируется после литья под давлением?
Деформация полиэфирэфиркетона (PEEK) часто вызвана неравномерной температурой пресс-формы, несбалансированным заполнением, чрезмерным остаточным напряжением, некачественной системой охлаждения или неконтролируемой кристаллизацией.
Можно ли напечатать PEEK на 3D-принтере?
Да. PEEK можно печатать с помощью высокотемпературного FDM-оборудования. Для этого требуется высокая температура сопла, нагреваемая платформа, нагреваемая камера, сухая нить и тщательный отжиг для лучшей стабильности размеров.
Сложно ли обрабатывать PEEK?
PEEK можно обрабатывать с высокой точностью, но для этого требуются острые инструменты, контролируемое зажимание, качественное удаление стружки и контроль температуры. PEEK, армированный стекловолокном и углеродом, может изнашивать инструменты быстрее, чем чистый PEEK.
Какой сорт PEEK лучше всего подходит для изнашиваемых деталей?
Для изнашиваемых деталей часто используют полиэфирэфиркетон (PEEK) с добавлением углерода и полиэфирэфиркетона (PTFE). Выбор подходящего марки зависит от нагрузки, скорости, температуры, площади сопрягаемой поверхности и воздействия химических веществ.
Может ли компания Peflon поставлять PEEK для экструзии, литья и механической обработки?
Да. Компания Peflon поставляет смолу PEEK, порошок PEEK, первичный PEEK, армированный PEEK, PEEK с антистатическим покрытием (ESD PEEK) и PEEK с наполнителем из ПТФЭ для экструзии, литья под давлением, компрессионного формования, 3D-печати и обработки на станках с ЧПУ.
Еда на вынос
PEEK выбирают для сложных применений, но его конечное качество во многом зависит от контроля процесса обработки. Сушка, температура, давление, охлаждение, отжиг, оснастка и конструкция детали — все это влияет на конечный результат.
Если вы закупаете PEEK для производства, не ограничивайтесь изучением технических характеристик. Изучите также технологический процесс. Правильный сорт, подобранный с учетом оптимального технологического окна, может снизить количество дефектов, стабилизировать поставки и упростить масштабирование производства.