Le polyétheréthercétone (PEEK) est un polymère technique haute température utilisé lorsque les plastiques standards ne répondent pas aux exigences thermiques, chimiques, d'usure ou dimensionnelles. Cependant, la qualité finale d'une pièce en PEEK dépend de bien plus que la seule qualité du matériau.
Traitement des données.
Ce guide explique les défauts courants du PEEK lors de l'extrusion, du moulage par injection, du moulage par compression, de l'impression 3D FDM et de l'usinage CNC. Il s'adresse aux acheteurs, aux équipes de R&D, aux responsables de la chaîne d'approvisionnement, aux chefs de produit, aux distributeurs et aux fabricants en aval qui recherchent une production stable, moins de rebuts et une sélection des matériaux plus claire.
Le PEEK a un point de fusion d'environ 343°C, selon Aperçu de la polyétheréthercétone sur Wikipédia. Ce point de fusion élevé est un atout pour les applications exigeantes, mais il réduit également la plage de paramètres de transformation par rapport à de nombreux plastiques techniques standard.
Chez Peflon, nous fournissons matériau PEEK pour le moulage par injection, l'extrusion, le moulage par compression, le compoundage et l'usinage. Nous proposons également des polymères haute performance connexes, notamment Dispersion de PTFE et Matériaux PFA.
Pourquoi le traitement du PEEK nécessite un contrôle rigoureux
Le PEEK est un thermoplastique semi-cristallin. Sa cristallinité, sa vitesse de refroidissement et son historique thermique peuvent affecter sa résistance, son retrait, son état de surface et sa stabilité dimensionnelle.
Pour les équipes achats, c'est important car les rebuts sont coûteux. Pour les équipes R&D, les données d'un essai peuvent ne pas être applicables à la production de masse en cas de modification du processus. Pour les responsables de la chaîne d'approvisionnement, une qualité stable doit également être compatible avec les équipements et le cycle de production du client.
Principaux facteurs de traitement à vérifier :
- Séchage: L'humidité peut provoquer des bulles, des vides, une surface rugueuse et un écoulement instable.
- Contrôle de la température : Le PEEK nécessite une température élevée, mais une température excessive ou un temps de séjour prolongé peuvent provoquer une carbonisation.
- Pression et emballage : Une pression insuffisante peut provoquer des retassures, des vides ou un remplissage incomplet.
- Refroidissement et recuit : Un refroidissement rapide peut accroître les contraintes internes et les variations dimensionnelles.
- Outillage et dispositifs de fixation : Le PEEK se dilate davantage que le métal et peut se déformer sous une force de serrage élevée.
Point clé : La transformation du PEEK repose sur une adéquation entre le matériau et le procédé. La modification d'un seul paramètre peut s'avérer utile, mais une production stable nécessite généralement une analyse complète du procédé.
1. Problèmes et solutions liés à l'extrusion du PEEK

L'extrusion de PEEK est souvent utilisée pour produire des barres, des plaques, des tubes, des profilés et autres pièces semi-finies. Ces pièces peuvent ensuite être usinées pour obtenir des joints, des bagues, des roulements, des pièces de pompe ou des composants de précision.
Rugosité de surface ou particules non fondues
Une surface rugueuse présentant des particules blanches ou non fondues signifie généralement que le matériau fondu n'est pas entièrement plastifié.
Causes fréquentes :
- La température du canon ou de la matrice est trop basse.
- Le canal d'écoulement de la filière est trop large.
- La puce n'était pas entièrement préchauffée avant le démarrage.
- Le temps de séjour est inégal le long du courant de fonte.
Solutions pratiques :
- Augmentez la température du canon et de la matrice dans la plage recommandée.
- Réduisez autant que possible le volume surdimensionné du canal de la puce.
- Améliorer le mélange de la matière fondue avant la filière.
- Préchauffer complètement la matrice avant de commencer la production stable.
Surface de peau d'orange
La texture peau d'orange est irrégulière et mate. Elle indique souvent une mauvaise fluidité de la matière fondue, une surface de filière rugueuse ou un refroidissement trop agressif.
Causes fréquentes :
- La température de fusion est trop basse.
- La surface est sale, usée ou non polie.
- Le refroidissement est trop rapide après l'extrusion.
- Le matériau est exposé à des zones de température inégales.
Solutions pratiques :
- Augmenter modérément la température du matériau ou de la matrice.
- Nettoyer et polir la surface de la matrice.
- Évitez de tremper brusquement.
- Utiliser un refroidissement par étapes pour réduire les contraintes internes.
Vides ou porosité
Des cavités peuvent apparaître à l'intérieur du profilé ou près de la surface. Elles peuvent réduire la résistance mécanique, la fiabilité de l'étanchéité et la durée de vie à long terme.
Causes fréquentes :
- La résine PEEK n'était pas suffisamment sèche.
- De l'humidité ou des composés volatils étaient piégés à l'intérieur de la masse fondue.
- La pression de formage était trop faible.
- La couche extérieure s'est refroidie trop vite et a emprisonné le gaz à l'intérieur.
Solutions pratiques :
- Sécher le PEEK avant l'extrusion. Un point de départ courant est 150°C pendant 3 à 4 heures, mais suivez toujours la fiche technique du fournisseur.
- Chauffer progressivement pour libérer l'humidité et les gaz emprisonnés.
- Augmenter la pression de formage pour compacter la matière fondue.
- Conserver la résine dans un emballage scellé avant la production.
Taches noires ou noyau noir
Des taches noires, des lignes noires ou un noyau sombre sont généralement des signes de matière carbonisée.
Causes fréquentes :
- Zones mortes dans le canon, la vis, l'adaptateur ou la matrice.
- Température de traitement excessive.
- Longue durée de séjour.
- La pression élevée provoque une surchauffe locale.
- Les grades renforcés de fibres génèrent une chaleur supplémentaire sous fort cisaillement.
Solutions pratiques :
- Nettoyer le canon, la vis et la matrice après chaque cycle de production.
- Évitez les réglages de température excessifs.
- Réduire le temps de résidence lors du démarrage et de l'arrêt.
- Pression de la tête de contrôle.
- Pour le PEEK chargé de verre ou de carbone, réduire le cisaillement inutile.
Marques en spirale dans l'extrusion de barres
Les marques en spirale à l'intérieur d'une tige en PEEK peuvent suivre le sens du filetage. Elles peuvent affecter l'homogénéité interne et la régularité mécanique.
Causes fréquentes :
- Le flux de matière fondue reste rotatif après sa sortie de la vis.
- Die Straight Land est trop court.
- La paroi de la vis ou du cylindre est contaminée.
- La pression de fusion n'est pas stable avant la filière.
Solutions pratiques :
- Ajouter ou améliorer une plaque de disjoncteur.
- Augmenter la longueur de la zone de dé.
- Nettoyez soigneusement la vis et le canon.
- Stabiliser la pression de fusion avant la production à pleine capacité.
Point clé : Lors de l'extrusion du PEEK, la qualité de surface et la structure interne sont toutes deux importantes. Un flux de matière propre, un profil thermique stable et un système de refroidissement contrôlé sont essentiels.
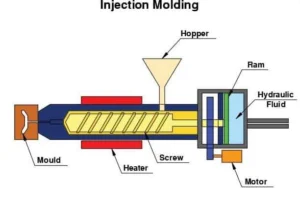
2. Problèmes et solutions liés au moulage par injection du PEEK

Le moulage par injection convient aux pièces complexes en PEEK présentant une géométrie serrée, des sections minces, des nervures, des trous et des éléments de fixation.
Taches jaunissantes, foncées ou noires
Un changement de couleur ou la présence de particules noires indiquent souvent une dégradation thermique ou une contamination.
Causes fréquentes :
- La température du cylindre ou du canal d'alimentation est trop élevée.
- La matière reste trop longtemps dans le fût.
- La vis et le cylindre présentent des résidus carbonisés.
- La résine n'a pas été séchée avant le moulage.
- La vitesse d'injection génère une chaleur de cisaillement excessive.
Solutions pratiques :
- Diminuer la température du canon ou du canal d'alimentation en cas de suspicion de dégradation.
- Nettoyez la vis et le canon avant d'utiliser le PEEK.
- Adaptez la taille de l'injection à la machine pour contrôler le temps de séjour.
- Sécher la résine avant le moulage.
- Ajuster la vitesse d'injection en fonction de la structure de la pièce et de la conception du point d'injection.
Retraits et retassures
Les marques de retrait apparaissent généralement dans les parties épaisses ou derrière les nervures.
Causes fréquentes :
- La pression de maintien est trop faible.
- Le temps d'attente est trop court.
- La porte se bloque avant que la pièce ne soit complètement emballée.
- Le portail est trop petit ou placé trop loin des parties épaisses.
- L'épaisseur des parois varie trop.
Solutions pratiques :
- Augmenter la pression de maintien.
- Prolonger le temps d'attente.
- Ajuster la température de fusion.
- Augmenter la taille des portes là où c'est nécessaire.
- Placez le portail près des zones plus épaisses si la conception le permet.
Lignes de soudure et zones de faiblesse
Les lignes de soudure apparaissent souvent à l'endroit où deux fronts de fusion se rencontrent, par exemple autour des trous ou des voies d'écoulement à plusieurs points d'entrée.
Causes fréquentes :
- La température de moisissure est trop basse.
- La température du front de fusion diminue avant la rencontre.
- De l'air est emprisonné au niveau de la ligne de soudure.
- La position de l'entrée crée une ligne de soudure dans une zone chargée.
- Le trajet du flux de fusion est trop long ou déséquilibré.
Solutions pratiques :
- Augmenter la température du moule.
- Augmenter la température de fusion et la vitesse d'injection dans les limites de sécurité.
- Améliorer la ventilation des moisissures.
- Éloignez les lignes de soudure des zones à forte contrainte.
- Prévoir des puits de trop-plein là où c'est possible.
Dosage incomplet ou remplissage insuffisant
Le PEEK possède une viscosité à l'état fondu élevée, ce qui peut empêcher le remplissage des pièces à parois minces ou à long écoulement.
Causes fréquentes :
- La pression d'injection est trop faible.
- La vitesse d'injection est trop lente.
- La température de moisissure est trop basse.
- La taille des billes est insuffisante.
- Les dimensions de la vanne ou du canal d'écoulement limitent le débit.
Solutions pratiques :
- Augmenter la pression et la vitesse d'injection.
- Augmenter la température du moule pour réduire le risque de gel précoce.
- Vérifiez la taille des injections et la capacité de la machine.
- Agrandissez les dimensions du portail et du rail si nécessaire.
- Ajouter des évents pour réduire la résistance de l'air emprisonné.
Déformation et gauchissement
La déformation du PEEK est étroitement liée à la cristallinité, au refroidissement irrégulier, aux contraintes résiduelles et au remplissage déséquilibré.
Causes fréquentes :
- La température des moisissures est irrégulière.
- La différence de température entre l'avant et l'arrière du moule est trop importante.
- Maintenir une pression suffisante crée des contraintes résiduelles excessives.
- La disposition des portes est déséquilibrée.
- Le temps de refroidissement est trop court.
Solutions pratiques :
- Maintenir une température de moule uniforme.
- Contrôler la différence de température du moule dans une plage étroite.
- Ajustez la pression et la durée de maintien.
- Utiliser une conception de porte équilibrée.
- Prolonger le temps de refroidissement avant l'éjection.
Point clé : Pour le moulage par injection de PEEK, la température du moule et le temps de séjour sont deux des contrôles les plus importants.
3. Problèmes et solutions liés au moulage par compression du PEEK

Le moulage par compression est souvent utilisé pour les feuilles, barres, blocs et pièces en PEEK nécessitant une utilisation importante de matière ou des dimensions spéciales.
Vides ou trous de vide
Les vides à l'intérieur des feuilles ou des barres moulées peuvent réduire la résistance mécanique et la fiabilité de l'étanchéité.
Causes fréquentes :
- Le matériau n'était pas suffisamment sec.
- De l'humidité ou de l'air a été emprisonné pendant le chargement.
- La pression à froid ou à chaud était trop faible.
- Le profil de chauffage n'a pas permis au gaz emprisonné de s'échapper.
Solutions pratiques :
- Séchez soigneusement la poudre ou la résine PEEK avant le moulage.
- Maintenir le taux d'humidité aussi bas que possible avant le chargement.
- Augmenter la pression à froid et à chaud.
- Utiliser une pression étagée pour faciliter l'élimination des gaz internes.
Perte de matière sur les bords et les bavures
Les bavures peuvent libérer la pression du moule. Dans ce cas, le centre de la pièce peut être sous-rempli ou moins dense.
Causes fréquentes :
- Le jeu du moule est trop important.
- La pression chute par un flash excessif.
- La vitesse de fermeture du moule est trop lente.
- La vitesse de pression n'est pas stable.
Solutions pratiques :
- Contrôler l'élimination des moisissures, souvent autour de 0,05–0,10 mm en fonction de la conception de l'outil.
- Utilisez des entretoises pour contrôler l'épaisseur des pièces.
- Fermez le moule avant que le matériau fondu ne perde son écoulement.
- Maintenir une pression et une vitesse de pression constantes.
Fissuration pendant ou après le démoulage
Le PEEK moulé par compression peut présenter des contraintes internes élevées en raison de sa cristallinité et de son historique de refroidissement.
Causes fréquentes :
- La pièce s'est démoulée alors qu'elle était encore trop chaude.
- Le refroidissement est trop rapide.
- Le recuit n'est pas contrôlé.
- Les surfaces de contact du moule génèrent une force de démoulage élevée.
Solutions pratiques :
- Procéder à un recuit lent après le moulage.
- Évitez le démoulage forcé au-dessus 150°C.
- Surfaces de contact du moule poli.
- Refroidir de manière contrôlée au lieu de précipiter le cycle.
Carbonisation ou contamination de surface
Les zones de surface noircies, boursouflées ou sales sont souvent dues à une durée de chauffage prolongée, à des outils sales ou à une contamination du matériau.
Causes fréquentes :
- Le temps de chauffage est trop long.
- La surface de la moisissure n'est pas propre.
- Le four de séchage contient de la poussière ou des résidus.
- Le matériau est exposé pendant le chargement.
Solutions pratiques :
- Contrôlez soigneusement le temps de chauffage.
- Nettoyer les moules avant la production.
- Veillez à ce que le matériel de séchage et les outils de chargement restent propres.
- Conserver les matériaux PEEK dans un emballage hermétique et sec.
Point clé : Les défauts de moulage par compression sont souvent dissimulés à l'intérieur de la pièce. Un séchage adéquat, une maîtrise de la pression et un recuit approprié contribuent à réduire les défauts internes avant l'usinage.
4. Problèmes et solutions d'impression 3D PEEK
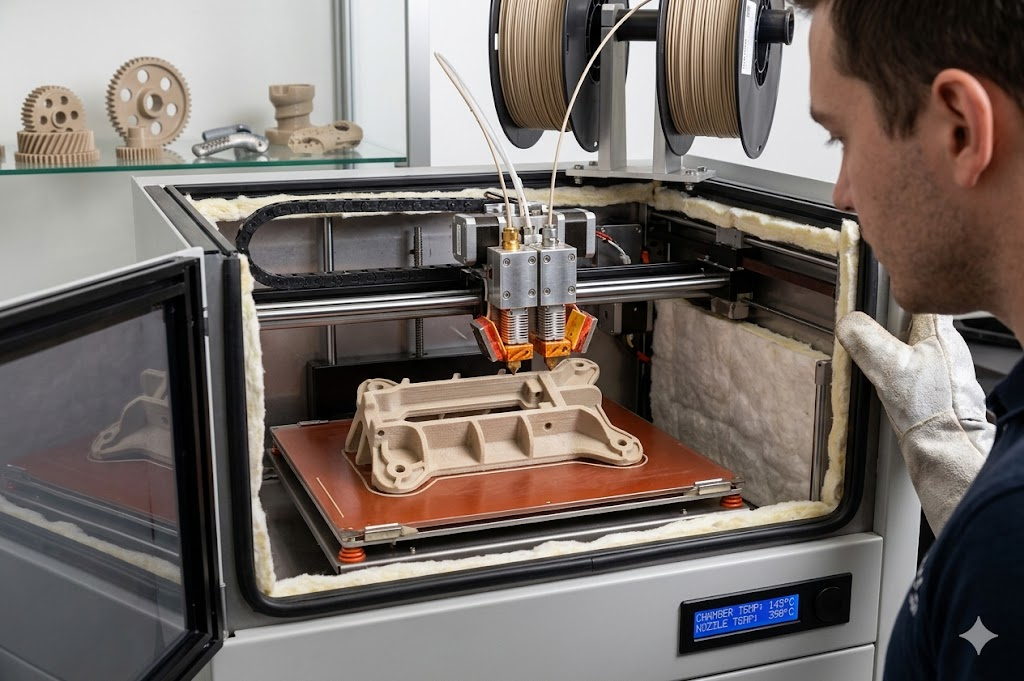
L'impression FDM PEEK est utilisée pour les prototypes, les pièces en petite série, les dispositifs de fixation, les modèles médicaux et les composants industriels sur mesure.
Une imprimante de bureau classique pour PLA ou ABS ne suffit pas.
Délamination de la couche
Le délaminage des couches se produit lorsque les couches imprimées n'adhèrent pas correctement.
Causes fréquentes :
- La température de la chambre est trop basse.
- La différence de température entre les couches est trop importante.
- La vitesse d'impression est trop rapide.
- La température de la buse est inférieure à la plage recommandée pour le filament.
Solutions pratiques :
- Utiliser une chambre chauffée. La température de la chambre doit être de 90 °C ou plus est souvent nécessaire, et 120 °C ou plus est préférable lorsque l'imprimante le permet.
- Réduire la vitesse d'impression.
- Augmenter la température de la buse en fonction du guidage du filament.
- Recuire les pièces imprimées après l'impression pour améliorer l'adhérence des couches.
Déformation ou détachement du lit
Le PEEK se rétracte en refroidissant. Les coins peuvent se soulever et le modèle risque de se détacher du plateau d'impression.
Causes fréquentes :
- La température du lit est trop basse.
- La surface d'impression n'adhère pas bien au PEEK.
- Les coins refroidissent trop vite.
- La surface de contact entre la pièce et le lit est trop petite.
Solutions pratiques :
- Utilisez une surface de construction en PEI ou un adhésif haute température.
- Maintenir la température du lit autour de 140–160 °C lorsque l'équipement le permet.
- Ajoutez un rebord pour augmenter le contact avec le fond.
- Évitez de placer les angles vifs directement sur le plateau de construction.
Difficulté de retrait du support
Les structures de support en PEEK peuvent adhérer trop fortement à la pièce.
Causes fréquentes :
- La distance Z du support est trop petite.
- Le matériau de support est de même qualité PEEK que la pièce.
- La conception en porte-à-faux nécessite un support trop important.
- L'orientation d'impression crée des zones de support difficiles d'accès.
Solutions pratiques :
- Utilisez un support soluble si l'imprimante le prend en charge.
- Ajustez la distance Z du support à environ 0,2–0,3 mm comme fourchette de départ.
- Repenser la pièce pour réduire les porte-à-faux.
- Utilisez des angles autoportants lorsque cela est possible.
Buse obstruée
Un bouchage peut interrompre l'impression ou créer une extrusion irrégulière.
Causes fréquentes :
- Le filament contient de l'humidité.
- La chaleur monte progressivement et ramollit le filament trop tôt.
- La buse est usée par du PEEK renforcé de fibres de carbone.
- L'imprimante reste inactive à haute température de la buse.
Solutions pratiques :
- Filament PEEK sec à 120–150°C pendant environ 4 heures avant l'impression.
- Utilisez des buses en acier trempé ou résistantes à l'usure pour le PEEK chargé.
- Vérifier le refroidissement du brise-chaleur.
- Évitez les longues périodes d'inactivité à température de buse élevée.
Point clé : L'impression 3D en PEEK dépend de la constance de la température. La température de la chambre, la température du plateau, le filament sec et le recuit post-impression influent tous sur la pièce finale.
5. Problèmes et solutions d'usinage du PEEK

Les barres, plaques et ébauches moulées en PEEK sont souvent usinées par commande numérique pour obtenir des pièces de précision. Comparé aux métaux, le PEEK présente une rigidité moindre et un coefficient de dilatation thermique plus élevé.
Informations d'usinage PEEK d'Ensinger souligne également l'importance de conditions d'usinage appropriées pour le contrôle dimensionnel.
Usure rapide des outils
Les PEEK chargés de verre et de carbone sont abrasifs. Les outils standard peuvent s'user rapidement, entraînant des variations dimensionnelles et une finition médiocre.
Causes fréquentes :
- Le revêtement d'outils ne convient pas au PEEK chargé.
- La vitesse de coupe est trop élevée.
- Le tranchant de l'outil est émoussé.
- Les copeaux ne sont pas enlevés proprement.
Solutions pratiques :
- Utilisez des outils à revêtement diamant ou à revêtement diamant CVD pour les grains remplis.
- Pour le PEEK renforcé, maintenez une vitesse de coupe d'environ 100–200 m/min comme gamme de départ pratique.
- Utilisez le fraisage en opposition pour réduire les frottements.
- Remplacez les outils avant que l'usure n'affecte la tolérance.
Bavures et éclats
Des bavures apparaissent souvent à la sortie des trous, sur les bords fins et dans les angles fraisés.
Causes fréquentes :
- La pointe de la technologie est ennuyeuse.
- L'avance à l'injection est trop élevée au moment du forage.
- Une partie de la paroi est mince ou non soutenue.
- Le dernier passage laisse trop de chaleur sur les bords.
Solutions pratiques :
- Gardez vos outils affûtés.
- Réduire l'avance avant le percement.
- Utilisez des forets étagés lorsque cela est approprié.
- Laissez tomber à propos 0,1 mm pour une passe de finition finale lorsque la précision est nécessaire.
- Utilisez des trajectoires d'outil contrôlées pour les arêtes fines.
Changement dimensionnel après usinage
Une pièce peut mesurer correctement sur la machine, puis changer de dimension après le desserrage ou le stockage.
Causes fréquentes :
- Le PEEK se dilate davantage que le métal sous l'effet de la chaleur.
- La pièce a été mesurée avant que la température ne se stabilise.
- La force de serrage a provoqué une déformation élastique.
- Les contraintes internes ont été libérées après l'usinage.
Solutions pratiques :
- Utiliser un liquide de refroidissement ou un refroidissement par air pour contrôler la chaleur.
- Maintenir une température d'inspection constante.
- Évitez une force de serrage excessive.
- Dégrossissage d'abord, puis recuit de détente.
- Finition des dimensions critiques de la machine après recuit.
Surface usinée brute ou blanche
Une surface rugueuse, en écailles de poisson ou blanchie peut être due à une accumulation de chaleur, à l'usure des outils ou à une mauvaise évacuation des copeaux.
Causes fréquentes :
- La chaleur n'est pas évacuée assez rapidement.
- Les copeaux s'enroulent autour de l'outil ou recoupent la surface.
- L'outil est ennuyeux.
- L'avance par tour est trop élevée.
Solutions pratiques :
- Utiliser un liquide de refroidissement ou un refroidissement par air.
- Éliminer les copeaux lors de l'usinage.
- Augmentez la vitesse de broche et réduisez l'avance par tour.
- Utilisez des outils diamantés pour répondre aux exigences de haute qualité de surface.
Point clé : L'usinage du PEEK diffère de celui des métaux. La température, le serrage, l'affûtage de l'outil et la relaxation des contraintes influent directement sur les dimensions finales.
Comment choisir le bon grade PEEK ?

Les différentes qualités de PEEK se comportent différemment lors de la transformation. Une qualité adaptée au moulage par injection peut ne pas être le meilleur choix pour l'usinage ou l'impression 3D.
Vierge PEEK
Le PEEK vierge est utilisé lorsque la pureté, la robustesse, la résistance chimique et une finition de surface propre sont importantes.
Utilisations courantes :
- Composants médicaux et de laboratoire
- pièces d'isolation électrique
- boîtiers de précision
- Composants résistants aux produits chimiques
PEEK chargé de verre
Le PEEK chargé de fibres de verre améliore la rigidité et la stabilité dimensionnelle.
Utilisations courantes :
- Composants de pompe et de compresseur
- Supports structuraux
- Dispositifs haute température
- Pièces industrielles moulées
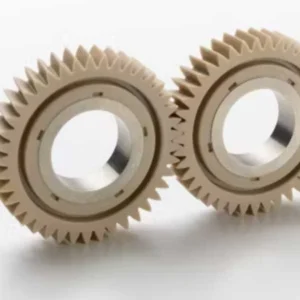
PEEK chargé de carbone
Le PEEK chargé de carbone offre une rigidité supérieure, une dilatation thermique inférieure et une meilleure résistance à l'usure que le PEEK vierge.
Utilisations courantes :
- Roulements et bagues
- Composants coulissants
- pièces aérospatiales et automobiles
- Composants usinés avec précision
PEEK conducteur ou ESD
Le PEEK ESD est utilisé lorsque le contrôle de l'électricité statique est important.
Utilisations courantes :
- Dispositifs pour semi-conducteurs
- Pièces de manutention électronique
- prises de test
- Composants de contrôle statique
PEEK chargé en PTFE ou modifié pour résister à l'usure
Le PEEK chargé de PTFE peut réduire la friction et améliorer le comportement au glissement.
Utilisations courantes :
- Porter des bagues
- Joints
- Sièges de soupape
- Pièces mobiles à faible friction
Pour les acheteurs comparant les polymères haute température, il peut également être utile de consulter un article. PFA contre PTFE et d'autres fluoropolymères apparentés. Le PEEK est souvent choisi pour sa résistance mécanique. Le PTFE, le PFA et le FEP sont souvent choisis pour leur résistance chimique, leur faible coefficient de frottement et leur utilisation comme revêtement ou doublure.
Liste de contrôle pratique pour le traitement PEEK
Utilisez cette liste de contrôle avant l'échantillonnage, les essais pilotes ou la production en série.
Préparation du matériel :
- Confirmez la qualité exacte du PEEK et le type de charge.
- Vérifiez si la résine, la poudre, la feuille, la tige ou le filament a absorbé de l'humidité.
- Sécher le matériau conformément à la fiche technique du fournisseur.
- Conserver l'emballage scellé jusqu'à la production.
- Évitez de mélanger des matériaux broyés inconnus ou contaminés.
Équipements et outillage :
- Vérifier le contrôle de la température du canon, de la matrice, du moule, de la buse et de la chambre.
- Nettoyer les vis, les cylindres, les canaux d'alimentation et les moules avant d'utiliser le PEEK.
- Vérifier la conception de la porte, du rail, de la ventilation et du refroidissement.
- Utilisez des outils adaptés au PEEK vierge ou renforcé.
- Prévoyez un temps de préchauffage suffisant pour les équipements à haute température.
Contrôle des processus :
- Contrôler le temps de séjour pour réduire la carbonatation.
- Évitez les refroidissements brusques lorsque la gestion du stress est importante.
- Utilisez le recuit pour les pièces moulées par compression, les pièces imprimées et les pièces usinées avec précision, selon les besoins.
- Consignez les paramètres de processus pendant les essais.
- Comparez les dimensions des pièces après stabilisation, et non pas seulement immédiatement après la production.
Contrôles qualité :
- Examinez l'état de surface, la couleur et les défauts visibles.
- Découpez des échantillons pour vérifier les cavités internes si nécessaire.
- Mesurer les dimensions critiques après refroidissement.
- Tester les pièces en conditions réelles d'utilisation lorsque cela est possible.
- Conserver les dossiers de lots pour assurer la traçabilité.
Point clé : Les rebuts de PEEK sont souvent évitables. Une liste de contrôle claire aide les acheteurs et les usines à réduire les tâtonnements lors de l'approbation des matériaux.
Demande d'assistance pour les matériaux et le traitement PEEK
Si vous choisissez une nuance de PEEK pour le moulage, l'extrusion, le surmoulage, l'impression 3D ou l'usinage, veuillez nous communiquer les détails de votre application et de votre procédé. Nous pouvons vous aider à examiner les différentes nuances disponibles, les fiches techniques, les échantillons nécessaires et les exigences d'approvisionnement.
Peflon peut prendre en charge :
- Résine et granulés PEEK
- Poudre de PEEK pour le moulage par compression et les applications liées au revêtement
- PEEK vierge, PEEK GF, PEEK CF et PEEK ESD
- PEEK chargé en PTFE et modifié pour résister à l'usure
- Sélection des matériaux pour les distributeurs et les usines en aval
- Instructions de traitement pour les essais et la revue de production
Contactez Peflon pour demander une fiche technique, un échantillon ou un devis.
FAQ
Qu'est-ce que le matériau PEEK ?
Le PEEK, ou polyétheréthercétone, est un thermoplastique semi-cristallin haute température. Il est utilisé dans des applications d'ingénierie nécessitant une résistance à la chaleur, aux produits chimiques, à la solidité et à la stabilité dimensionnelle.
À quelle température le PEEK doit-il être séché ?
Une condition de séchage courante pour la résine PEEK est 150°C pendant 3 à 4 heures avant l'extrusion ou le moulage par injection. Le filament PEEK est souvent séché à 120–150°C pendant environ 4 heures Avant impression, veuillez toujours vous référer à la fiche technique du fournisseur pour la qualité spécifique.
Pourquoi des taches noires apparaissent-elles lors du traitement PEEK ?
Les taches noires proviennent généralement de la carbonisation des matériaux. Les causes fréquentes incluent une température excessive, un temps de séjour prolongé, des zones mortes dans la vis ou la filière, un nettoyage insuffisant ou une chaleur de cisaillement excessive.
Pourquoi le PEEK se déforme-t-il après le moulage par injection ?
La déformation du PEEK est souvent causée par une température de moule inégale, un remplissage déséquilibré, des contraintes résiduelles excessives, une mauvaise conception du refroidissement ou une cristallisation incontrôlée.
Le PEEK peut-il être imprimé en 3D ?
Oui. Le PEEK peut être imprimé avec des équipements FDM haute température. Cela nécessite une température de buse élevée, un plateau chauffant, une chambre chauffée, un filament sec et un recuit soigné pour une meilleure stabilité dimensionnelle.
Le PEEK est-il difficile à usiner ?
Le PEEK se travaille avec précision, mais cela exige des outils affûtés, un serrage contrôlé, une bonne évacuation des copeaux et une maîtrise de la température. Les PEEK chargés de verre ou de carbone usent les outils plus rapidement que le PEEK vierge.
Quel grade de PEEK est le plus adapté aux pièces d'usure ?
Le PEEK chargé de carbone et le PEEK chargé de PTFE sont des matériaux couramment utilisés pour les pièces d'usure. Le choix de la nuance appropriée dépend de la charge, de la vitesse, de la température, de la surface de contact et de l'exposition chimique.
Peflon peut-il fournir du PEEK pour l'extrusion, le moulage et l'usinage ?
Oui. Peflon fournit de la résine PEEK, de la poudre PEEK, du PEEK vierge, du PEEK renforcé, du PEEK ESD et du PEEK chargé en PTFE pour les applications d'extrusion, de moulage par injection, de moulage par compression, d'impression 3D et d'usinage CNC.
Emporter
Le PEEK est choisi pour des applications exigeantes, mais sa qualité finale dépend fortement de la maîtrise du processus de fabrication. Le séchage, la température, la pression, le refroidissement, le recuit, l'outillage et la conception de la pièce influent tous sur le produit fini.
Si vous achetez du PEEK pour la production, ne vous contentez pas de consulter la fiche technique. Examinez également le procédé de fabrication. Un choix judicieux de nuance, associé à une plage de transformation appropriée, permet de réduire les défauts, de stabiliser l'approvisionnement et de faciliter la mise à l'échelle de la production.