Le processus de moulage par injection de PFA est un processus important pour la production de matériaux PFA. Si vous êtes un fabricant de fluoropolymères Fabricant de moulage par injection ou vous voulez savoir comment mouler par injection un composant en PFA, cet article vous indiquera les éléments à prendre en compte.



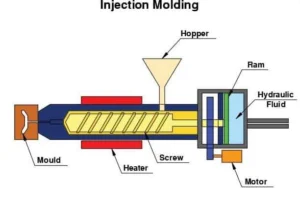
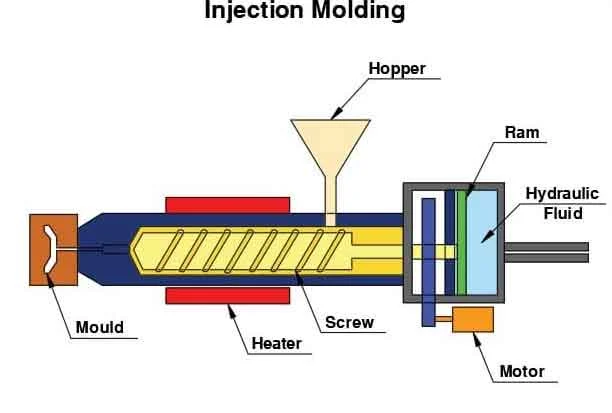
Le processus de moulage par injection du PFA comprend 7 étapes.
- Alimentation de la matière première, la résine PFA, dans l'extrudeuse.
- Chauffage à la fonte.
- Matériau d'extrusion de la vis.
- Le moulage par le moule.
- Refroidissement et mise en forme.
- Couper les raccords de tuyauterie.
- Emballage.
L'ensemble du processus nécessite un contrôle rigoureux de chaque étape afin de garantir la qualité du produit.
Choix du matériau approprié pour le moulage par injection de PFA
Les matériaux PFA à faible MFR sont plus denses et ne s'écoulent pas aussi facilement pendant le traitement. Les matériaux PFA à MFR élevé s'écoulent mieux et sont plus faciles à mouler et à transformer en formes.
c'est pourquoi nous choisissons toujours l'option Matériaux PFA avec une MFR de 16~30g/10min.
Choisir la bonne machine de moulage par injection et le bon moule
Si vous choisissez la mauvaise machine de moulage par injection, vous risquez de rencontrer certains problèmes, notamment
- Taches noires ou couleur noire dans les composants PFA.
- Dommages à la machine de moulage par injection.
- Endommager les problèmes de santé.
Il est donc nécessaire de choisir une machine de moulage par injection appropriée.
Le moule d'injection PFA doit choisir une machine de moulage à vis de grande taille et puissante. Lorsque le PFA est chauffé, il libère de l'acide fluorhydrique, qui est dangereux à respirer et qui endommage la machine. Un système d'échappement et une vis en alliage à base de nickel ou en nitrure de chrome 2316 sont nécessaires.
Les moules doivent être du même matériau que la vis.
Comment contrôler le processus de moulage par injection de PFA ?
- Matière sèche: La résine PFA doit être séchée à 100-200 degrés pendant 2 heures.
- Préchauffage du moule: Avant l'injection, nous devons préchauffer le moule à 150-220 degrés pour nous assurer que la température correspond à l'injection.
- Température de moulage par injectionLa température de fusion du PFA est supérieure à 305 °C et la température de chauffage doit être comprise entre 260 °C et 330 °C. Une température trop élevée ou trop basse altérera les propriétés du PFA.
- Pression d'injection : Pour s'assurer que le matériau peut remplir la cavité et éliminer l'air, moulage par injection Le PFA nécessite une pression élevée. La pression d'injection doit être ajustée en fonction de la fluidité du PFA et des dimensions et de la forme du produit. Généralement, elle se situe entre 800 et 1200 bars.
- Vitesse d'injection : La vitesse d'injection doit généralement être comprise entre 50 et 100 mm/s.
- Temps de maintien et pression: Le temps de maintien est généralement compris entre 20 et 60 secondes. La pression est généralement comprise entre 80 et 120 bars. Note : Des temps de maintien et des pressions prolongés peuvent entraîner des déformations et des fissures.
- Temps de refroidissement: Le temps de refroidissement est compris entre 20 et 40 secondes. Pour éviter la formation d'un composant PFA, la température doit baisser lentement.
Avantages et applications de l'injection
Le PFA moulé par injection est largement utilisé dans les applications de semi-conducteurs, les industries chimiques et les soins de santé.
Il sera de plus en plus utilisé dans les nouvelles industries, et nous devons donc améliorer les techniques de moulage par injection du PFA le plus rapidement possible.
Si vous souhaitez en savoir plus sur l'injection de PFA ou sur les matériaux PFA, n'hésitez pas à nous contacter.
FAQ
- pourquoi ma déformation du composant PFA?
- le processus d'injection avec des Température.
- Pourquoi mon composant PFA est-il jaune ?
- Vous devez réduire la température du chauffage.
- Pourquoi le composant PFA présente-t-il une tache noire? ?
- L'atelier n'est pas propre, il faut une salle propre.
- Cette machine est exclusivement destinée au PFA, n'injectez aucun autre matériau.
- La vis de la machine de moulage par injection doit être nettoyée
- Choisir le bon Matériau PFA.